Как спаять полипропиленовые трубы в труднодоступных местах своими руками – практические советы
К местам затрудненного доступа можно отнести помещения ограниченной площади с высокой плотностью коммуникаций, а также углы и зоны под потолком.
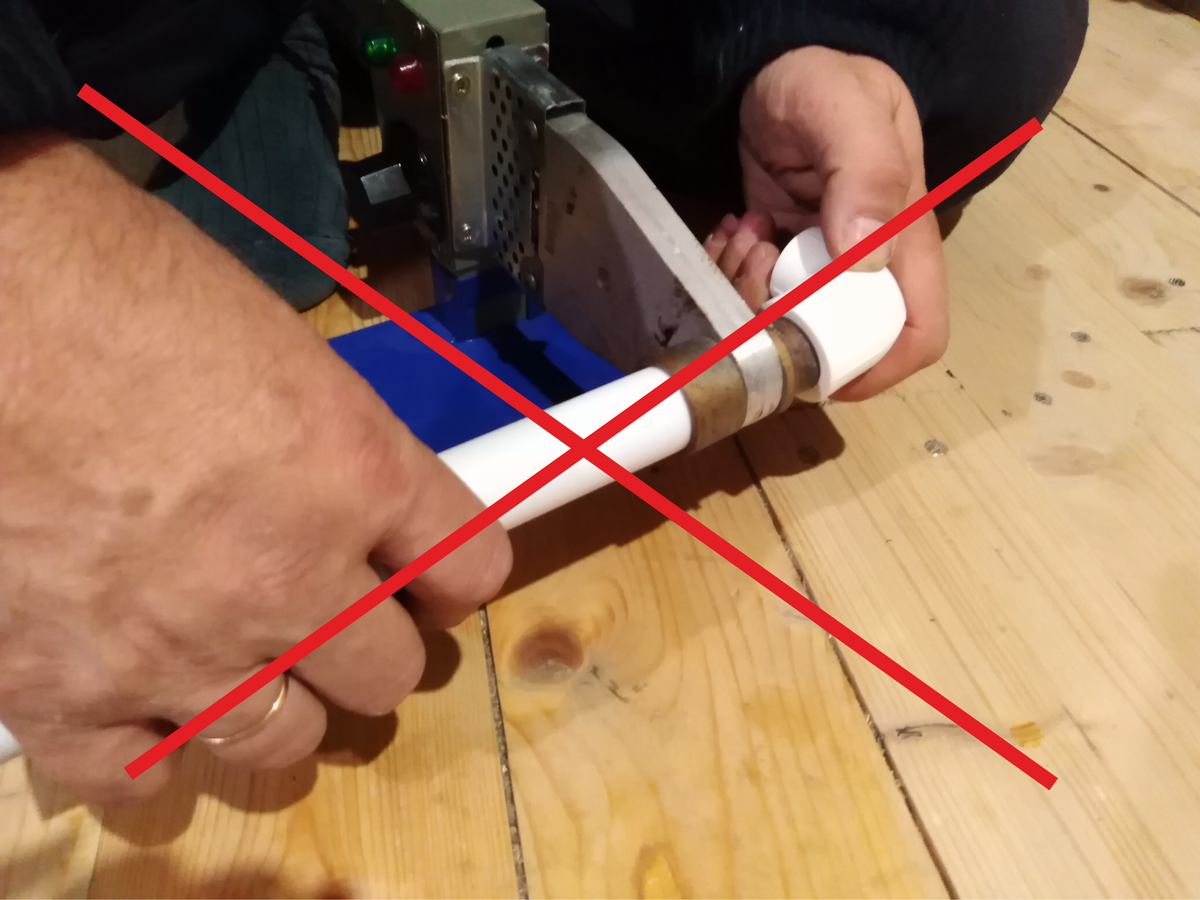
Работу выполняют вдвоем. Пока один стыкует детали, другой устанавливает элемент на насадку или возвращает паяльник на платформу. Иногда может потребоваться еще одна пара рук.
Если трубы расположены близко к стене, сварку выполняют путем поочередного нагревания частей. Пока нагревается второй участок, первый не должен остыть. При необходимости его расплавляют повторно. Действуют быстро, но без суеты. Место для сварочного аппарата готовят заранее.
Ошибки во время пайки
Чаще всего ошибки возникают у мастеров, не имеющих практического опыта пайки, даже когда они знают, как сваривать полипропиленовые трубы. Многие пренебрегают этапом замера длины труб, выполняя монтаж на глаз с подрезкой по факту, либо замеряют без учета допусков. При неправильном расчете длины трубы очень сложно установить утюг для стыковки элементов.
Многие мастера пытаются выгнуть трубу на месте, чтобы увеличить расстояние между деталями. Это приводит к повышению статического напряжения в звеньях сети и снижению герметичности. Подобные погрешности ухудшают внешний вид магистрали
На эстетику системы обращают внимание при наружной прокладке коммуникаций.
Последовательный нагрев – ошибка, приводящая к быстрому остыванию стыкуемых участков и невозможности соединения. Пока второй элемент подогревается, первый успевает остыть. Частичная диффузия приводит к разрыву соединения при повышении давления и гидравлических ударах. Это грубое нарушение технологии. Эксплуатировать такую магистраль категорически нельзя.
Разогрев деталейИсточник http://www.malolikto.ru/wp-content/uploads/2016/12/maxresdefault-4.jpg
Чтобы не допустить грубых ошибок, рекомендуется придерживаться правил:
- погрешность между деталями во время удерживания пальником должна сводиться к минимуму;
- недогрев деталей приводит к недостаточной вязкости, отсутствию качественного диффузного проникновения;
- перегрев вызывает чрезмерное расплавление края, загиб и залом стыкуемых участков, уменьшение внутреннего диаметра;
- расстояние между местом установки утюга и зоной монтажа составляет до 1,5 м;
- пайка труб из полипропилена в неотапливаемом здании не желательна, а также при минусовых температурах;
- при выставлении степени нагрева зеркала следует корректировать параметр с учетом температуры на объекте и диаметра трубы;
- температура стыкуемых элементов должна быть одинаковой, перепад недопустим.
При застывании шва детали удерживают в нужном положении. Прокручивание, искривление и другие деформации не допускаются. Исправить погрешности повторным разогревом зоны пайки нельзя. Некачественный шов подлежит обрезке, шлифовке с последующим свариванием. Спайка труб из полипропилена считается технически трудоемким процессом из-за сложности контроля качества швов. На разных участках трубопровода стыки должны получиться примерно одинаковыми.
Подрезка размераИсточник bober.ru
О перегреве торцов свидетельствует разжижение полипропилена и отекание. При соединении труб внешне дефект незаметен. Заподозрить брак можно посредством продувке или прогонки воды. Если оплавленные края завернулись, проход воды на участке снизился, напор упал. В зависимости от степени перегрева внутренний диаметр может уменьшиться в 2-3 раза. Полипропиленовая магистраль должна быть открытой для быстрого доступа к точкам пайки. Нельзя маскировать ее в пол, закрывать стяжкой.
Как подбираются насадки для пайки полипропиленовых труб
Насадки для паяльника
При выборе размера и формы активной части сварочных аппаратов обращают внимание на эксплуатационные характеристики насадок. Они должны быть прочными, обладать высокой теплопроводностью, сохранять форму при сильном нагреве. Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов
Насадки позволяют достаточно быстро работать с пластиковыми трубами, не меняя самого аппарата и не отвлекаясь на посторонние манипуляции при монтаже сложных многопрофильных водопроводов.
Насадка представляет собой металлическое изделие. Диаметр фурнитуры задается форматом трубы, для пайки которой она предназначена. Технология сваривания полипропиленовых труб подразумевает диффузионное соединение внутренней поверхности и внешнего покрытия, задающего механические свойства труб ППР.
Утюг для полипропиленовых труб: какой выбрать?
Устройство представляет нагревательный элемент с насадками, покрытыми антипригарным составом. Обычно в комплекте предусмотрено 6-8 штук под различные диаметры. Каждая состоит из 2 частей: одна нагревает ППР трубу, а другая внутреннюю часть муфты.
Паяльник подбирают, исходя из сечения пластиковых труб (ПТ). Значение в миллиметрах умножают на 10. Полученная цифра – минимальная мощность агрегата.
Для соединения ПТ сечением 40 мм достаточно устройства с мощностью 400 Вт. Сечение до 63 мм потребует мощности 700 Вт и выше.
Лучшие аппараты для раструбной сварки по рейтингу Домовушкина:
- ДИОЛД АСПТ-4. Мощность 1500 Вт, прочный металлический кейс. В комплекте ножницы, рулетка, отвертка.
- РЕСАНТА АСПТ-1000. Мощность 1000 Вт, 6 насадок с тефлоновым покрытием. Оснащен удобной подставкой для установки прибора во время перерыва в работе.
- Wester DWM 1000B. Сваривает трубы от 20 до 63 мм в поперечнике. Нагревает до 300 градусов.
- Candan CM 06 ONLY. Максимальная температура – 320 oC, удобен в работе, подходит для сечений 16 до 50 мм.
- Valtec ER-04. Насадки 20, 25, 32 и 40 мм, покрытие тефлоновое, мощность 1200 ВТ.
Некоторые устройства для пайки полипропилена оснащены терморегулятором. Он позволяет выставить нужные показатели, но проще, если его нет. В этом случае устройство сразу нагревается до нормативных значений.
Время пайки при монтаже полипропиленовых труб
При выполнении технологического соединения трубопровода нужно учитывать время пайки полипропиленовых труб согласно рекомендациям производителя и некоторые особенности:
- При разогреве места соединения нужно выдерживать оптимальное расстояние между утюгом и полимерным слоем. При излишнем удалении активной части будут наблюдаться потери тепла с последующим снижением качества монтажного шва;
- Воздействие утюга следует прикладывать одновременно к обеим стыкуемым частям трубопровода. В противном случае будет обеспечен неравномерный прогрев смежных элементов и последующая деформация места соединения.
Фитинги (муфты)
Фитинги применяются при соединении труб из разных материалов.
Соединительные муфты различают в зависимости от применяемого материала и конструкции.
Из полипропилена
Для соединения полипропиленовых фитингов с трубой применяется паяльник.
Соединение происходит путем нагревания двух элементов до изменения агрегатного состояния, смешивания полимеров и формирования единой решетки из кристаллов.

Срок эксплуатации соединения составляет около 50 лет.
Комбинированные
Комбинированные фитинги содержат металл и полипропилен.
У стальной части предусмотрено наличие резьбы.
Различают два типа комбинированных фитингов: американка и обжимной.
Американка имеет муфту из полипропилена для пайки с одной стороны и накидную гайку со второй.
Для стягивания элементов внутри гайки нарезана резьба.

Внутри фитинга обжимного типа расположена нержавейка или латунь. Обжимное кольцо располагается сверху и стягивается при помощи компрессионной гайки.
Муфты, переходники и соединители
Муфты, переходники и соединители имеют форму цилиндра.
Виды муфт:
- Изделие с переходом на наружную или внутреннюю резьбу
- Цельная муфта или разъемная под пайку
- Муфта переходная внутренняя – наружная
- Переход под ключ на внутреннюю или наружную резьбу
- С накидной гайкой или для перехода на «евроконус»
- Изделие для коллектора с переходом на PEX
- Изделие разъемное с переходом на внутреннюю резьбу.

Штуцеры
Штуцеры предназначены под крепление с ответной гайкой или резьбой.
Различают штуцеры под накидную гайку и накидные штуцеры.
Уголки и отводы
Уголки, водорозетки, угольники и отводы предназначены для разделения системы или изменения направления трубы.
Элементы применяются для присоединения различного оборудования.
Виды элементов:
- Угольник на 90 ли 45 градусов
- Угольник с переходом на внутреннюю или наружную резьбу
- Водорозетка с внутренней или наружной резьбой
- Уголок с накидной гайкой
- Планка с водорозетками.
Крестовины, тройники, коллекторы
Крестовины применяются для соединения четырех труб.
Различают: обычное, компланарное или двухплоскостное приспособление.
Тройники используются для устройства ответвлений от основного трубопровода.
Различают приспособления: с переходом на внутреннюю или наружную резьбу, двухплоскостной и тройной переходник.
Коллекторы применяются для монтажа от 2 до 6 отводов. Они придают жесткость и поддерживают одинаковое давление в контуре.









Коллекторы целесообразно использовать для равномерного распределения давления в системе.
Заглушки, клапаны, фильтры
Заглушки, колпаки и пробки применяются для испытания системы на герметичность.
Используется концевая заглушка или полипропиленовая пробка.
Фильтры предназначены для сбора ржавчины, налета и грязи.
Фильтры обустраиваются на ровном участке трубы
Обратный клапан применяется для предотвращения обратного оттока жидкости.
Маркировка фитингов
Диаметр фитинга отображается на торцевой части детали. Толщина стенки также отображается на детали.
На некоторых деталях параметр отображается в барах и имеет буквы PN.
При другом способе маркировки на деталях содержатся буквы S и SDR.
Буква S обозначает серию трубы и номинальное рабочее давление. Чем выше число коэффициента, тем меньше нагрузку деталь выдержит.
Обозначение SDR отражает прочность. Чем большее числовое значение указано, тем меньшую нагрузку выдержит элемент.
Фиксаторы
Полипропиленовые трубы крепятся к стенам и полу для предотвращения их провисания и деформации.

Крепление производится специальными клипсами или хомутами.
Хомутовое крепление плотно крепит трубу.
Крепление трубопровода и радиатора к полу не допустимо.
Монтаж креплений производится на стену.
Для фиксации полипропиленовой трубы расстояние между элементами жесткого крепления приведено в таблице .
Соблюдение расстояния не позволяет самопроизвольно перемещаться трубопроводу и гарантирует надежную фиксацию.
При определении расстояний учитывайте диаметр трубы и температуру теплоносителя.
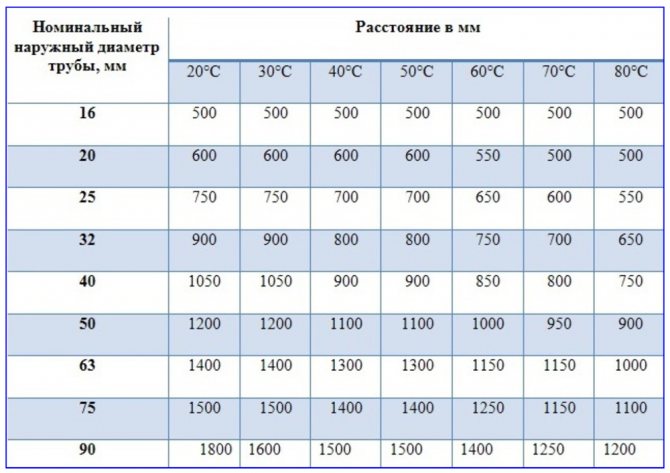
Полипропилен подвержен расширению при нагревании. При неверном монтаже такое расширение может привести к разрыву трубы.
Компенсаторы имеют форму кольца, букв Г, П или Z.
При угловом монтаже оставляется зазор для возможности расширения при нагреве.
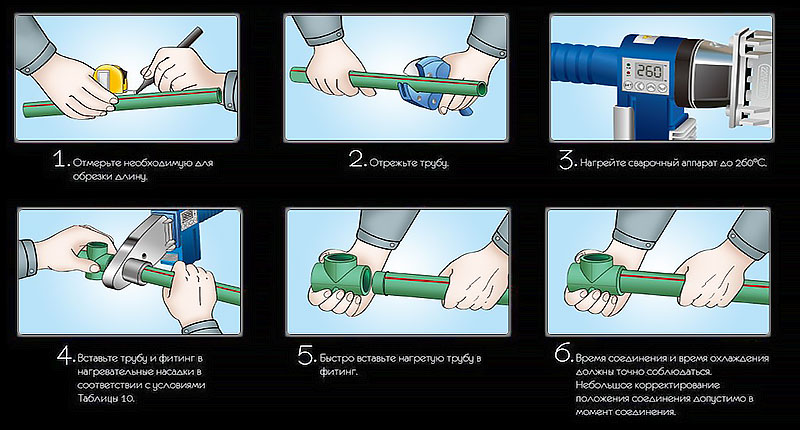
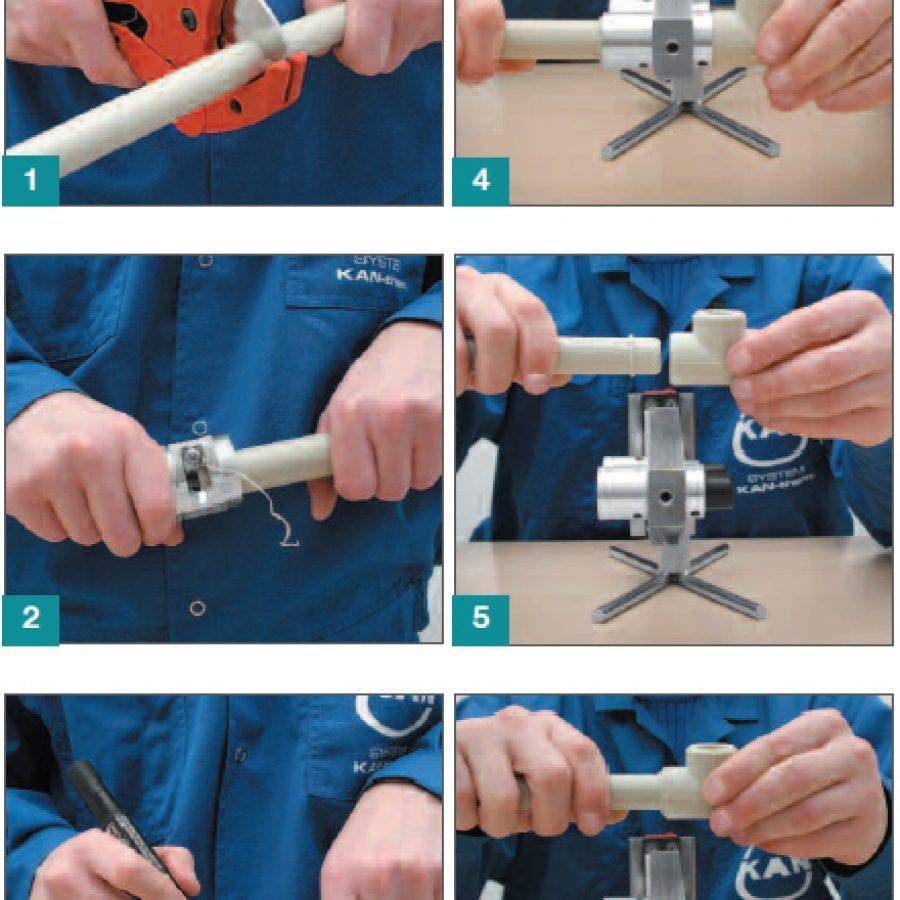
Инструкция по проведению сварочных работ
При сварке трубопровода из полипропилена необходимо выполнить операции в следующей последовательности:
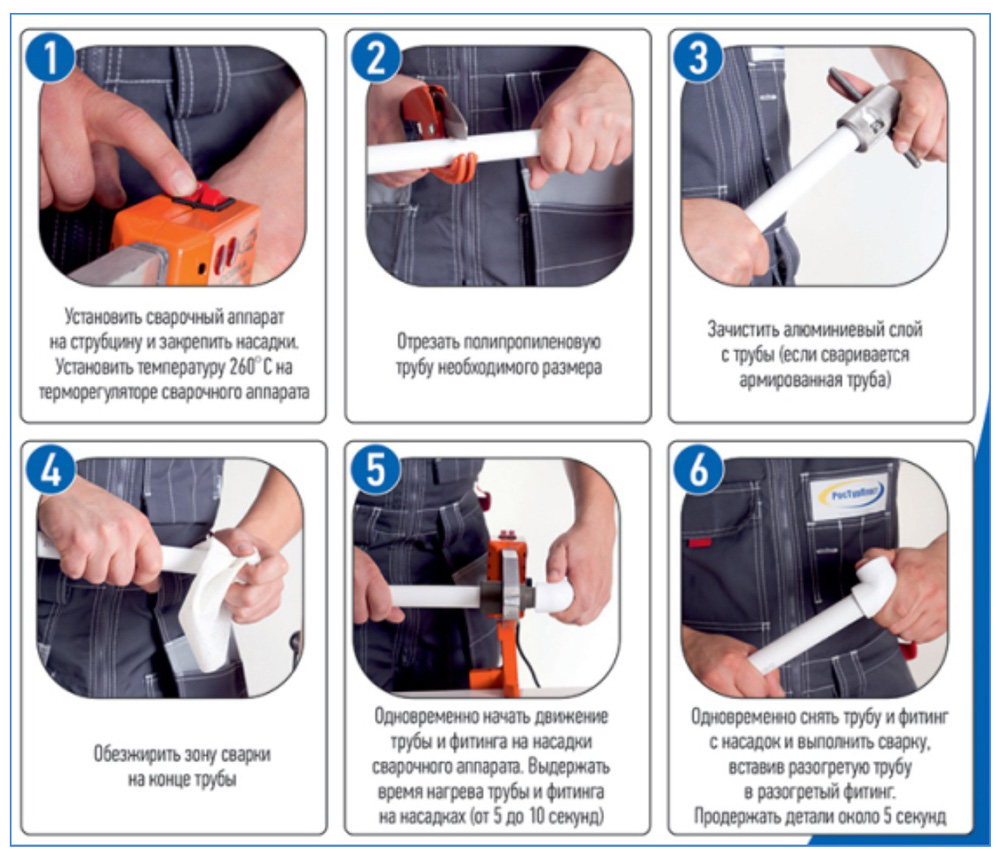
Подготавливается рабочее место, материалы и инструменты. Паяльник устанавливается на штатив и оснащается насадками нужного размера. Насадки обрабатываются обезжиривающим раствором. Прибор подключается к сети, на индикаторе загорается красная лампочка. На терморегуляторе устанавливается температура 2700 С и после сигнала зеленого индикатора аппарат готов к работе. Отмеренный кусок трубы обрезается, торец выравнивают, убирают заусенцы, очищают от загрязнений и обезжиривают. На трубе делается отметка, соответствующая глубине посадки для данного диаметра. Труба и фитинг одновременно без осевых поворотов одеваются на соответствующие насадки паяльника. Детали нагреваются в течение положенного времени
Осторожно, без вращения снимаются с насадок. Труба в пределах отведенного времени быстро и плавно без проворачивания вставляется в фитинг до нанесенной отметки
Детали фиксируются неподвижно на необходимое для остывания время, после чего стык готов.
Выполнение всех этих пунктов гарантируют соединение, которые будут прочными и долговечными.
Специфика сварки
Возможность сварки полипропилена обусловлена его пластичностью при нагреве. Нагревая детали на определенную глубину и соединяя их, мы получаем герметичный шов в местах их соприкосновения. Для сварки используют сварочные аппараты. Они простые в использовании, не требуют особых навыков в работе. Их можно применять в жилом помещении, обеспечив его проветривание.
Полипропиленовые трубы подходят для водопровода, проложенного открытым способом. Они имеют красивый внешний вид, не искажают интерьер помещения. Для бытовых нужд применяют изделия диаметрами 20, 25, 32, 40 мм. В основном предназначены для прокачки холодной воды, вариант с армированными стенками подходит для горячего водоснабжения.
Маркируются они обозначением PN и цифрами, что указывает на сферу их эксплуатации.
Маркировка имеет следующий вид:
- PN10 подходят для прокачки воды температурой 45 0С под давлением 10 атм.
- PN16 используются в системах, где температура жидкости 60 0С и давление 16 атм. Это водопровод холодной воды.
- Трубы марки PN20 допускают пропуск жидкости под давлением 20 атм с температурой 95 0С. Это отопление и горячий водопровод, подогрев полов.
- PN25 — изделия, подвергаемые давлению 25 атм и температуре 95 0С. Применяются в системах подачи горячей воды и отопления, магистральных трубопроводах.
На месте поворота или разветвления полипропиленового трубопровода устанавливают фитинги, так как его невозможно изгибать.
Это:
- переходники;
- отводы, имеющие различные углы поворота;
- муфты с резьбой и без нее;
- крестовины, тройники, заглушки;
- краны, вентили, хомуты.
Выбирая фитинги нужно учитывать следующие характеристики – внутренний диаметр и толщину стенок. Значения должны совпадать с параметрами присоединяемых труб.
Виды и назначение
Трубы из полипропилена могут быть четырех цветов — зеленые, серые, белые и черные. Отличаются характеристиками только черные — они имеют повышенную стойкость к ультрафиолету и используются при прокладке системы полива по грунту. Все остальные имеют схожие характеристики и прокладываются в помещениях или закапываются в грунт.
По назначению полипропиленовые трубы бывают следующих видов:

- Для холодной воды (температура до +45°C). Отличить их легко по продольной полосе голубого цвета.
- Для горячего водоснабжения (нагрев до +85°C). Отличительная черта — полоса красного цвета.
- Универсальные (максимальный нагрев до +65-75°C в зависимости от производителя). Наносится две полосы рядом — голубая и красная.
Цвета на характеристики не влияют
Как для холодной, так и для горячей воды есть трубы с разными характеристиками. Отображается это в маркировке:
- PN10 используются исключительно в системах холодного водоснабжения ( до +45°C) с низким давлением (до 1 МПа). Имеют небольшую толщину стенок. Для многоэтажек не подходят.
- PN16. Часто маркируются как универсальные, но чаще используют для холодной воды — выдерживают нагрев среды до +65°C и давление до 1,6 МПа.
- PN20. Толстостенные трубы, которые могут транспортировать среду с температурой до +80°С, выдерживают давление до 2 МПа. Используются при разводке горячей воды и системы отопления.
- PN25. Это армированные полипропиленовые трубы (фольгой или стекловолокном). За счет наличия армирующего слоя часто имеют меньшую толщину стенок, чем PN20. Температура нагрева среды — до +95°C, давление — до 2,5 МПа. Применяются для горячего водоснабжения и отопления.
Все они выпускаются разных диаметров — вплоть до 600 мм, но в квартирах и частных домах используются, в основном, размером от 16 мм до 110 мм
Обратите внимание, что указывается внутренний диаметр, так как толщина стенок может быть разной. https://www.youtube.com/embed/fKf2kG7gHvw
Технология пайки полипропиленовых труб
Паять полипропиленовые трубы довольно просто:
Что примечательно, излишний нагрев мест стыковки влечет за собой изменение структуры материалов после застывания и изменение геометрических параметров внутреннего сечения трубок
По этой причине важно обеспечить штатную температуру разогрева утюга, паяльника или другого оборудования на весь период выполнения монтажных работ
Во время проведения работ с полипропиленовыми изделиями могут возникнуть следующие проблемы:
- Если во время проведения сварочных работ труба слишком легко поддаётся плавке, то этому есть следующее возможное объяснение. Труба изготовлена из вторичных материалов, предел текучести расплава (ПТР) которой бывает от 1 и больше. В то же время как полипропилен РР в среднем имеет ПТР равный 3.
- В том случае, если полипропилен при резке начинает колоться, существует несколько объяснений. Во первых, материал мог быть чрезмерно обожжён на производстве. Во вторых, изделие не было отканденсировано в течение 2 суток в том помещении, где будет устанавливаться. И в третьих, труба была изготовлена из вторичного сырья, либо с превышением содержания мела или талька.
Неспециализированные положения

Для начала мало внимания уделим конкретно самим пластиковым трубам, а правильнее их хорошим и отрицательным чертям, дабы понимать в будущем, с чем нужно будет иметь дело.
Преимущества
- Дешевизна. Существенно дешевле подобных изделий из других материалов.
- Простота обработки. Легко поддаётся резке.
- Эластичность. Транспортируется и хранится в скрученном виде.

- Мелкий вес. Не требует усиленного крепления.
- Экологичность. Соответствует всем санитарным нормам.
- Неподверженность коррозийным процессам. Очень важный аспект при условии постоянного контакта с водой.
- Долгий эксплуатационный срок. Исправно помогают не меньше пятидесяти лет.
- Лёгкость монтажа при помощи пайки, о которой мы более детально поболтаем мало позднее.
Недостатки
Температурное ограничение, составляющее +95 градусов Цельсия. С одной стороны это явный минус в эксплуатации, но с другой как раз данное свойство и разрешает осуществлять сварку в бытовых условиях.




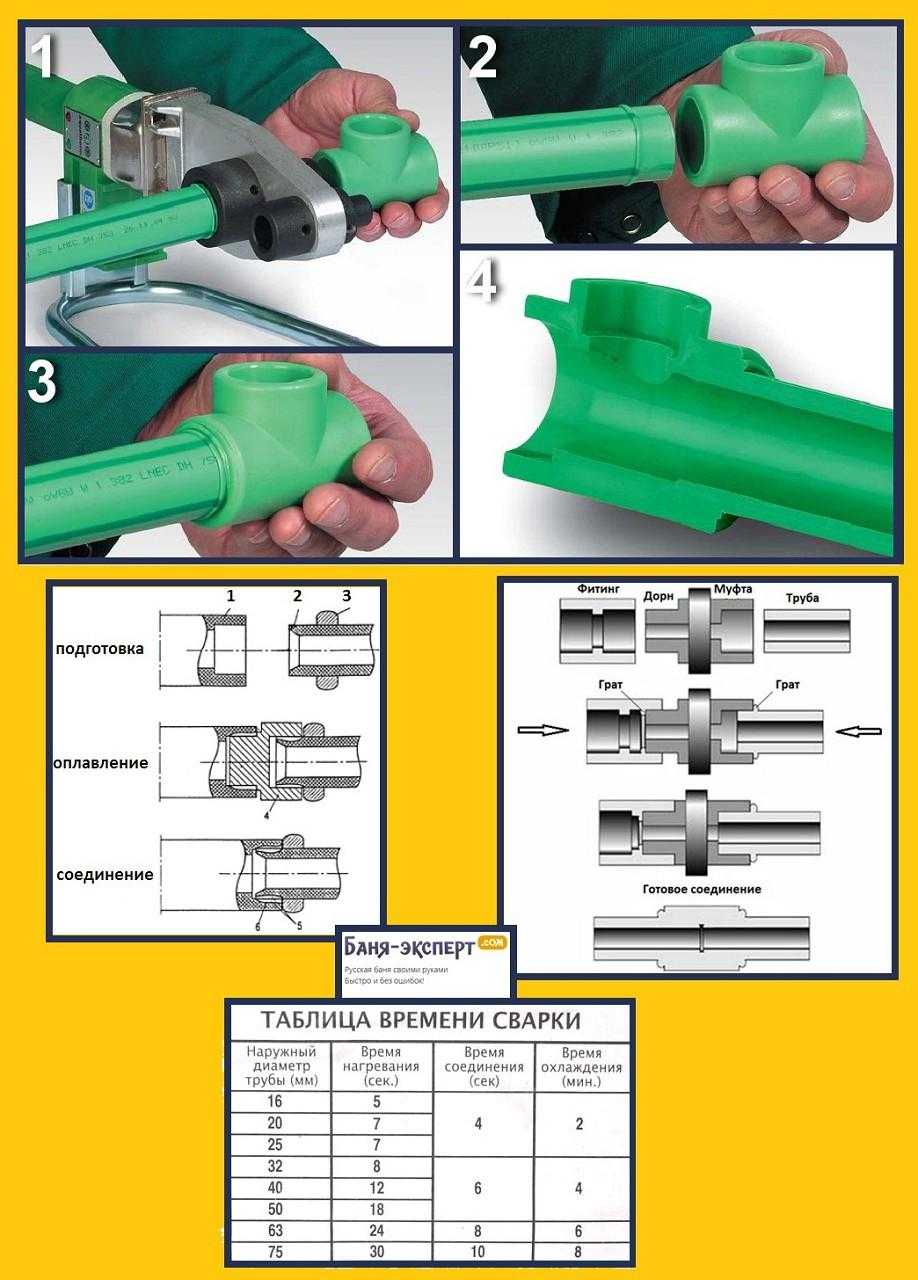


Что такое сварка полипропиленовых труб
Полипропилен отличается повышенной жесткостью, и, для создания систем требуемой конфигурации, используются фитинги из того же материала. Это различные уголки, тройники, обходы, переходники, муфты и т.п. С трубами они соединяются при помощи пайки. Этот процесс называют еще сваркой, но суть его не меняется: два элемента разогреваются до температуры плавления и, в горячем состоянии, соединяются друг с другом. При правильном выполнении, соединение получается монолитным и служит ничуть не меньше, чем сами трубы.
Фитинги для полипропиленовых труб позволяют создать систему любой конфигурации
Для соединения полипропилена с металлами есть комбинированные фитинги, в которых одна часть сделана из металла и соединяется при помощи резьбового соединения, а вторая — полипропиленовая — сваривается.
Чем паять
Сварка полипропиленовых труб происходит при помощи специального устройства, которое называют паяльником или сварочным аппаратом. Это небольшая металлическая платформа, внутри которой находится электрическая спираль, разогревающая поверхность. Из-за такой конструкции этот агрегат еще называют утюгом.
Две конструкции устройства для сварки ПП труб
Для соединения двух элементов, сращиваемые поверхности нагревают до температуры плавления (+260°). Чтобы разогреть элемент на нужную глубину, на сварочную платформу устанавливаются две разные металлические насадки с тефлоновым покрытием:
- для нагрева внутренней поверхности используется дорн (меньшего диаметра);
- для разогрева наружной поверхности ставят гильзу.
Насадки для пайки полипропиленовых труб
Два соединяемых элемента одновременно надеваются на соответствующие насадки, выдерживаются определенный промежуток времени (несколько секунд), затем соединяются. Так происходит сварка полипропиленовых труб.
Подготовка к монтажу водопровода из полипропиленовых труб
Можно с уверенностью сказать, что качественная подготовка к сборке разводки во многом определяет ее работоспособность и долговечность.
Секреты монтажа полипропиленовых труб. Мастер класс для новичков
Кроме того, одной из основных задач этих мероприятий является просчет реальной потребности в элементах водопровода.
Выбор схемы подключения
В настоящее время распространены две основные схемы монтажа трубных разводок:
Тройниковая — при ней каждый потребитель воды подключается к центральной трубе, соединенной со стояком. Для этого используются тройники.
Недостатком такой схемы является то обстоятельство, что при одновременном открытии нескольких кранов давление в питающей трубе резко снижается и поступление воды в каждом из них снижается. Особенно страдают точки разбора, удаленные от стояка.
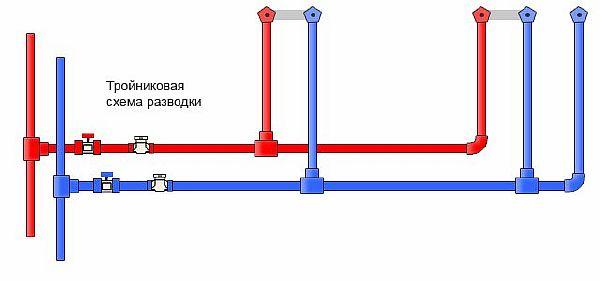
Тройниковые схемы применяются в квартирах или небольших частных домах. Из преимуществ можно назвать простоту монтажа и сравнительно небольшой расход материалов.
Коллекторная схема разводки. Такой способ формирования водопроводной сети заключается в том, что от стояка питающая труба проводится к топографическому центру водопроводной системы и оканчивается установкой гребенки.
Гребенка представляет собой короткий патрубок с установленными на нем отводами с резьбой под шаровый кран. Таким образом, формируется распределительный узел, от которого выполняется разводка к точкам потребления.
В итоге имеется возможность перекрытия любой точки водопотребления отдельно. Остальная система продолжает функционировать в обычном режиме с одинаковым расходом воды.

Температурные режимы эксплуатации
Производители продукции для водопроводов декларируют максимальную температуру теплоносителя в 95 градусов. Однако физические свойства материала несколько отличаются от этого показателя.
Рабочая температура в паропроводах составляет именно 175 градусов.
Казалось бы, что может быть лучше? Но особенность материала заключается в том, что от температуры в 135 градусов он начинает размягчаться. Разводки начинают провисать, утончаться и в конечном итоге наступает разрыв.
Производители полипропиленовых труб официально декларируют значительно более низкую допустимую температуру, желая застраховать свои изделия и сделать их более долговечными.
Нужно заметить, что в правильно обустроенном жилище с достаточной тепловой защитой стен, такой рабочей температуры вполне достаточно.
Следует заметить, что в системах отопления целесообразно использовать армированные полипропиленовые трубы, обладающих рядом преимуществ:
- Стабильность линейного расширения элементов водопровода под воздействием тепловых и механических нагрузок. Они без заметных изменений выдерживают давление до 10 атмосфер.
- Срок службы армированного трубопровода, постоянно находящегося под давлением при повышенной температуре в разы превышает аналогичный показатель неармированной продукции.
- Температура плавления в тех и других изделиях одинакова, но при равных условиях труба без армирования разрушается, а армированная нет.
Разводка полипропиленовых труб
Полипропиленовые трубы используют для монтажа гребенки холодной или горячей воды, отопления. Выбор диаметра в каждом случае индивидуален — зависит от объема жидкости, которую необходимо прокачать в единицу времени, требуемой скорости ее движения (формула на фото).
Формула расчета диаметра полипропиленовых
Расчет диаметров труб для систем отопления — это отдельная тема (определять диаметр надо после каждого ответвления), для водопроводов все проще. В квартирах и домах для этих целей используют трубы диаметром от 16 мм до 30 мм, причем самые ходовые — 20 мм и 25 мм.
Считаем фитинги
После определения диаметра считается общая протяженность трубопровода, в зависимости от его строения докупаются фитинги. С длиной труб все относительно просто — измеряете протяженность, добавляете около 20% на погрешность и возможные браки в работе. Чтобы определить, какие фитинги нужны, требуется схема трубопровода. Нарисуйте ее, обозначив все отводы и приборы, к которым требуется подключаться.

Пример разводки полипропиленовых труб в ванной
Для подключения ко многим приборам требуется переход на металл. Есть и такие полипропиленовые фитинги. У них с одной стороны латунная резьба, с другой — обычный фитинг под пайку. Сразу надо смотреть диаметр патрубка подключаемого прибора и тип резьбы, которая должна быть на фитинге (внутренняя или наружная). Чтобы не ошибиться лучше все записывать на схеме — над тем отводом, где будет установлен данный фитинг.
Далее по схеме считается количество «Т» и «Г» образных соединений. Для них покупаются тройники и уголки. Бывают еще крестовины, но они применяются редко. Уголки, кстати, есть не только под 90°. Есть по 45°, 120°. Не забудьте про муфты — это фитинги для стыковки двух отрезков труб. Не забывайте, что полипропиленовые трубы совершенно не эластичны и не гнутся, потому каждый поворот делают при помощи фитингов.
Когда будете закупать материалы, договоритесь с продавцом о возможности замены или возврата части фитингов. Проблем обычно не возникает, так как даже профессионалы не всегда могут сразу точно определиться с требуемым ассортиментом. Кроме того, в процессе монтажа иногда приходится менять структуру трубопровода, а значит, меняется набор фитингов.
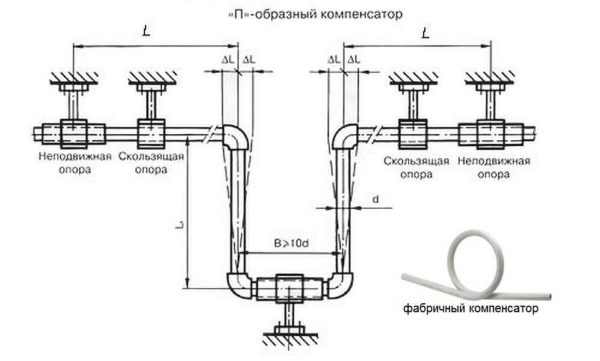
Компенсатор для горячего водопровода и отопления из полипропиленовых труб
Полипропилен имеет довольно значительный коэффициент температурного расширения. Если монтируется полипропиленовый горячий водопровод или система отопления, требуется сделать компенсатор, при помощи которого будет нивелироваться удлинение или укорочение трубопровода. Это может быть фабричная петля-компенсатор, или собранный по схеме компенсатор из финигов и кусков труб (на фото выше).
Способы укладки
Есть два способа монтажа полипропиленовых труб — открытый (по стене) и закрытый — в штробах в стене или в стяжке. По стене или в штробе трубы из полипропилена крепят на держатели-клипсы. Они есть одинарные — для укладки одной трубы, есть двойные — когда две ветки идут параллельно. Крепятся на расстоянии 50-70 см. Труба в клипсу просто вставляется и держится благодаря силе упругости.

Крепление полипропиленовых труб к стенам
При укладке в стяжку, если это теплый пол, трубы крепят к армирующей сетке, другого дополнительного крепления не требуется. Если замоноличиваться будет подводка к радиаторам, трубы можно не крепить. Они жесткие, свое положение даже при заполнении теплоносителем не меняют.








Вариант скрытой и наружной проводки в одном трубопроводе (за ванной проводку сделали открытой — меньше работы)
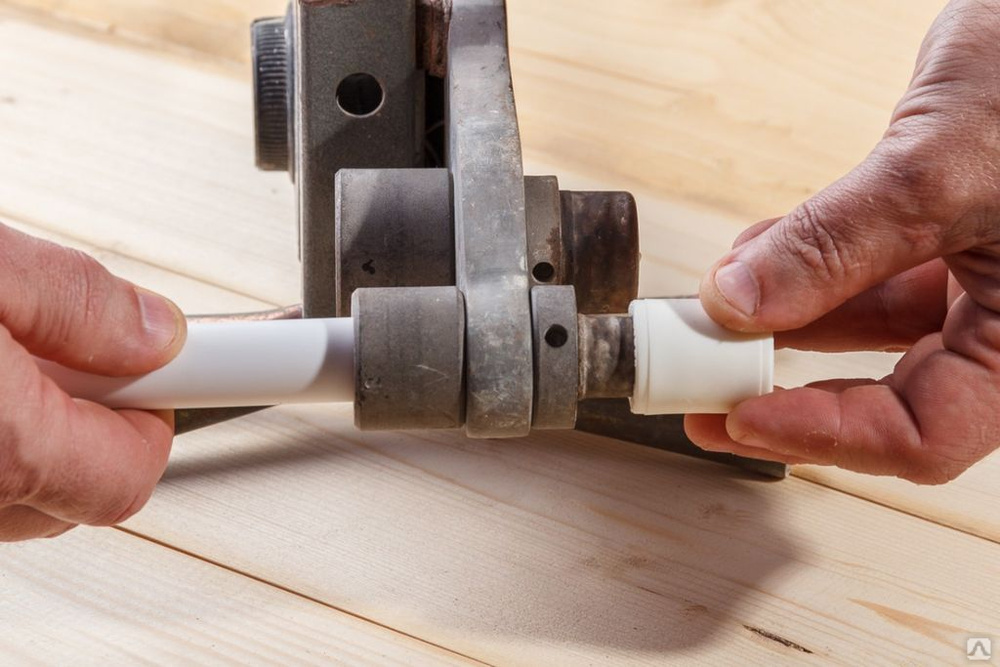
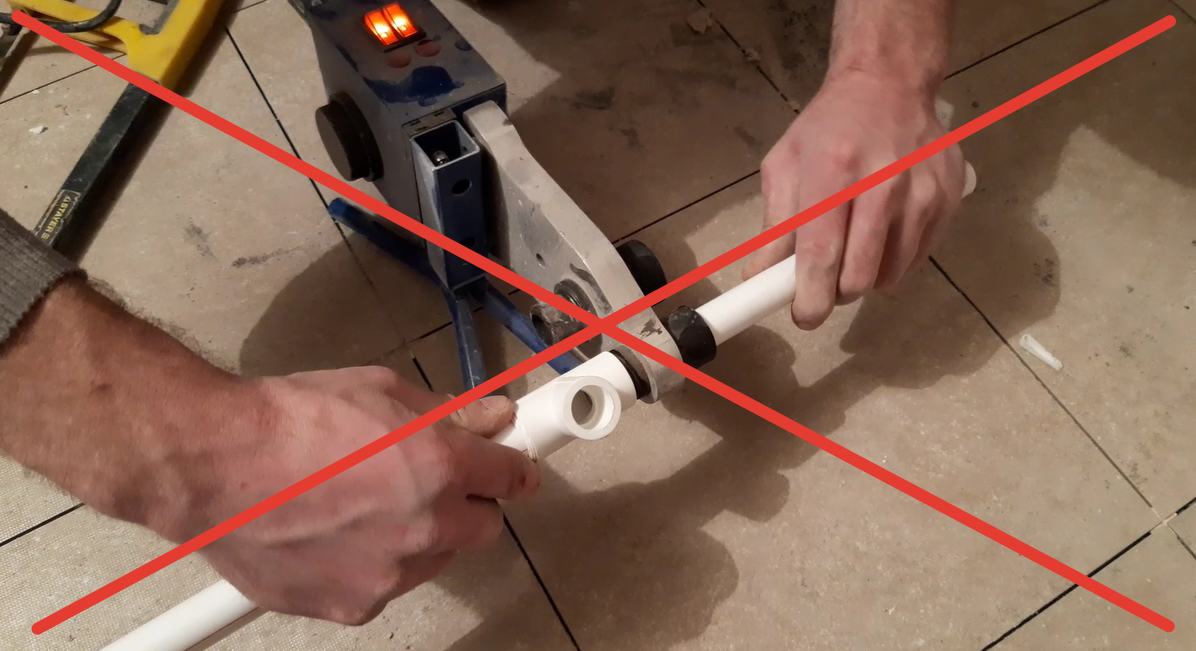
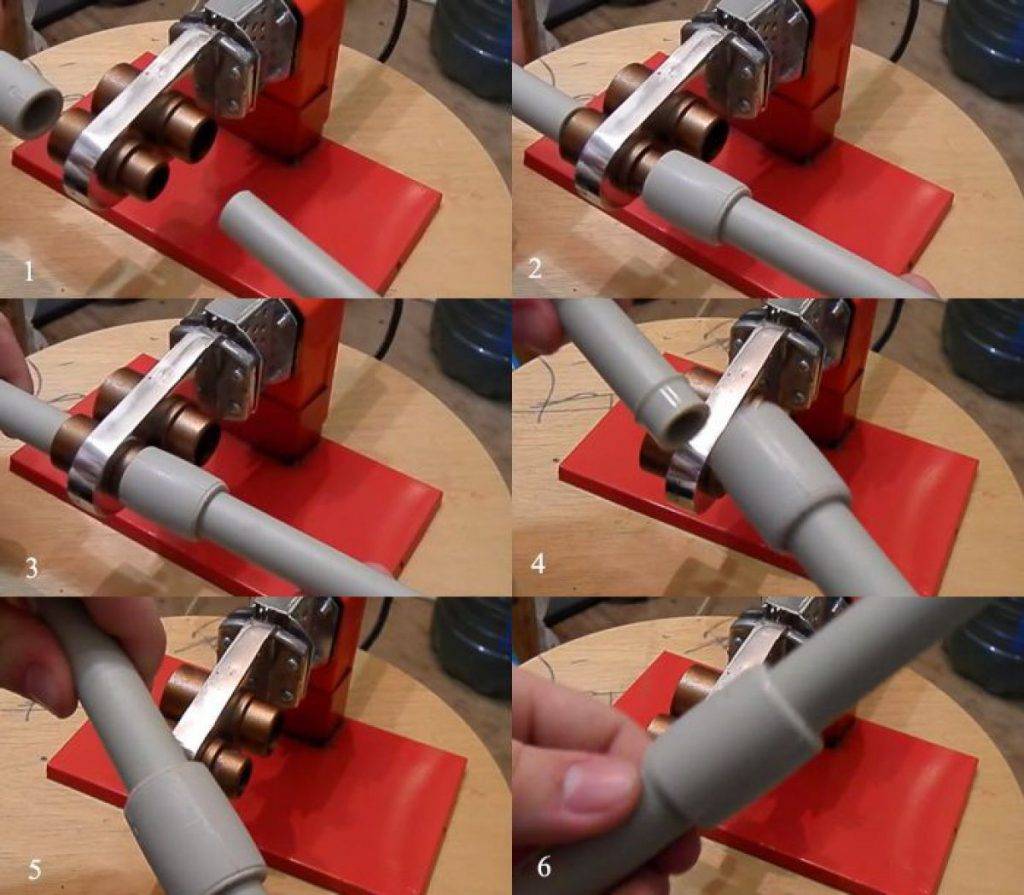
Нюансы пайки
Сам процесс сварки полипропиленовых труб, как вы видели, труда особого не оставляет, но вот тонкостей есть очень много. Например, непонятно, как при стыке труб подгонять участки так, чтобы трубы были ровно той длины, которая требуется.
Другой момент сварки полипропиленовых труб — пайка в труднодоступных местах. Не всегда есть возможность надеть на паяльник с двух сторон трубу и фитинг. Например, паяем в углу. Паяльник, приходится засовывать в угол, с одной стороны насадка упирается прямо в стену, фитинг на нее не натянешь. В этом случае ставят второй комплект насадок такого же диаметра и на нем греют фитинг.
Как паять полипропиленовые трубы в труднодоступном месте
Как перейти с железной трубы на полипропилен.