Требования к изделиям из полипропилена
При сварке частей трубопровода необходимо уделять внимание тем частям, для которых важно их расположение – уголки, шаровые краны и тройники. Внешний вид конструкций из полипропиленовых труб должен подходить под следующие требования:
Внешний вид конструкций из полипропиленовых труб должен подходить под следующие требования:
- Внешняя сторона фитинга, приваренного к трубе, должна быть свободна от трещин, складок и дефектов, вызванных перегревом.
- Соосность труб не должна нарушаться на размер, больший толщины стенки
- Возле края раструба фитинга должен располагаться сплошной ровный валик из оплавленного материала.
Сборка элементов без применения пайки
Применение компрессионных фитингов и современных клеевых составов дает возможность выполнять монтаж полипропиленовых труб качественно, быстро и при минимальных материальных вложениях.
Вариант #1 — установка компрессионного фитинга
Для реализации этого способа соединения потребуется приобретение компрессионных фитингов и задействование обжимного ключа.
 Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Компрессионные фитинги оснащены уплотнительными зажимными кольцами, выполняющих роль демпферов при возникновении ударных импульсных нагрузок (в отличие от простых накидных гаек)
Монтаж компрессионного фитинга включает три основных этапа:
- На обрезанный под прямым углом и зачищенный от заусениц конец трубы надевают синюю гайку. При размещении обжимного кольца белого цвета ему необходимо придать такое положение, при котором утолщенная часть была направлена к хвостовой части трубы.
- Трубу вставляют в фитинг до упора, продвигая на максимум зажимное кольцо.
- Закручивают синюю гайку, «наживляя» ее сначала вручную, а затем дожимая с помощью ключа.
Для сборки компрессионных фитингов не требуется наличия специальных знаний и навыков. Изделия поставляются в продажу полностью готовыми к монтажу. Их установку можно выполнять при любых температурных условиях.
Вариант #2 — склеивание элементов
Клеевой способ применяют для сборки водопровода, по которому планируется транспортировать только холодную воду. Чтобы применить метод «холодной» сварки, потребуется задействовать «агрессивный» клеевой состав типа LN-915.
 Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Клей способен растворять поверхности состыковываемых деталей на одну треть, создавая тем самым условия для холодной диффузионной сварки
Чтобы защитить кожу рук от случайного попадания состава и «разъедания» его действующими компонентами, манипуляции по склеиванию лучше выполнять в защитных перчатках.
Последовательность действий при склеивании изделий:
- Проверяют соответствие углов среза состыковываемых участков и помечают карандашом места для склеивания.
- Зачищают и обезжиривают подлежащие соединению концы труб.
- На торцы труб и область раструбов фитингов равномерным слоем наносят клеящий состав.
- Отрезы трубы вставляют в отверстия фитинга, ориентируясь на сделанные карандашом отметки. Конструкцию выдерживают в зафиксированном положении в течение трех минут, после чего салфеткой удаляют излишки составов.
- Соединенные элементы выкладывают на ровную поверхность и оставляют на 5-6 часов до полного высыхания.
Запускать воду для проверки качества склеивания можно лишь через сутки после завершения монтажа.
При реализации этой технологии монтажа ПП труб важно соблюдать два основных условия: температурный и влажностный режим. Все работы нужно выполнять при температуре воздуха от +5, +35 °С. Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа
Осуществляя склеивание в условиях жаркой погоды, работу следует выполнять максимально оперативно с тем, чтобы клей не успел высохнуть до завершения монтажа.
Специфика пайки труб из полипропилена
Нагревание полипропилена способствует его размягчению. При этом его частицы попадают в смежные элементы. После остывания материал становится твердым и стойким к повреждениям. Как же сварить трубы из полипропилена с помочью работы паяльником? Чтобы запаять такие изделия, нужно учитывать следующие особенности:
- нагревать материал до состояния вязкой текучести;
- паять изделия из одинаковых материалов;
- плотно стыковать торцы и фитинги;
- выравнивать материал в течение нескольких секунд, поскольку полипропилен быстро застывает.
 Сварка полипропилена обладает определенными особенностями
Сварка полипропилена обладает определенными особенностями
Как нужно выбирать трубы
Диаметр магистрали
При выборе труб из полипропилена надо исходить из особенностей помещения и функционального назначении системы трубопровода. Для водопроводной магистрали с горячей и холодной водой требуются трубы небольшого диаметра. Для канализации и отопления нужно приобрести трубы большого диаметра. Вместе с этим необходимо замерить площадь, на которой будет производиться монтаж, а также учесть протяженность всего трубопровода. Также сварка полипропиленовых труб своими руками потребует наличия специальных знаний и навыков.
При выборе вида полипропиленовых труб для той или иной трубопроводной магистрали, нужно учитывать, учесть степень сложности их установки, а также как варить полипропиленовые трубы в каждом конкретном случае. Нужно точно определить, сможете ли вы самостоятельно справиться с предстоящим фронтом работ самостоятельно, или все же придется обратиться к профессионалам.
Виды труб из полипропилена
Функциональное назначение
Нужно учесть, что для отопления, горячего водоснабжения и для водопроводов, которые рассчитаны на холодную воду, существуют разные виды полипропиленовых труб, отличающиеся по своим техническим показателям. Поэтому сварка ПП труб или труб другого типа также будет зависеть от функционального назначения всей системы трубопровода.
Схема подсоединения пропиленовых труб к радиатору системы отопления
Не следует брать трубы для холодного водоснабжения для систем отопления. Они не подходят для высоких температур и быстро выйдут из строя. Трубы для теплых полов, для отопления и для подачи горячей воды требуют особых технических характеристик. В этом случае технология сварки полипропиленовых труб будет также иметь свои особенности.
Чтобы правильно выбрать полипропиленовые трубы, прежде всего, нужно верно подобрать диаметр. Он не должен быть слишком маленьким, так как это повлияет на напор воды. Труба большого диаметра обойдется дороже.
Монтаж полипропиленовых труб собственноручно нельзя осуществить без наличия специализированных муфт, переходников, уголков, имеющих различный размер и конфигурацию, а также специального оборудования для сварки. В нем будет установлена требуемая температура сварки полипропиленовых труб, которая обеспечит герметичность соединения. При выборе крепежных элементов труб из полипропилена нужно ориентироваться на их диаметр и общий вес. Крепеж должен прочно фиксировать сегмент трубопровода и выдерживать его вес в рабочем состоянии.
Водопровод из полипропиленовых труб с крепежами
Технология пайки полипропиленовых труб
Паять полипропиленовые трубы довольно просто:
Что примечательно, излишний нагрев мест стыковки влечет за собой изменение структуры материалов после застывания и изменение геометрических параметров внутреннего сечения трубок
По этой причине важно обеспечить штатную температуру разогрева утюга, паяльника или другого оборудования на весь период выполнения монтажных работ
Во время проведения работ с полипропиленовыми изделиями могут возникнуть следующие проблемы:
- Если во время проведения сварочных работ труба слишком легко поддаётся плавке, то этому есть следующее возможное объяснение. Труба изготовлена из вторичных материалов, предел текучести расплава (ПТР) которой бывает от 1 и больше. В то же время как полипропилен РР в среднем имеет ПТР равный 3.
- В том случае, если полипропилен при резке начинает колоться, существует несколько объяснений. Во первых, материал мог быть чрезмерно обожжён на производстве. Во вторых, изделие не было отканденсировано в течение 2 суток в том помещении, где будет устанавливаться. И в третьих, труба была изготовлена из вторичного сырья, либо с превышением содержания мела или талька.
Маркировка труб
В маркировке закодирована система технических характеристик изделия:
- Первый блок символов в буквенном формате определяет название предприятия, которое изготовило продукцию.
- Второй буквенный блок обозначает материал, используемый для изготовления изделия.
- Третий блок символов в цифровом формате определяет номинальное рабочее давление изделия.
- Четвертый блок указывает значения диаметра и толщину стенки трубы в мм. Этот показатель обозначается несколькими числами. Сначала идет показатель диаметра, затем – толщины стенки.
- Пятый блок символов обозначает класс эксплуатации изделия согласно ГОСТу. Последним параметром в коде идет максимальное рабочее давление.
Некоторые производители дополнительно отражают в маркировке изделия дату выпуска, номер партии и наличие сертификата. Эти данные содержат до 15 цифр.









Однослойных
PPH – является гомополимером.Отличается особой твердостью.
Применяется для устройства холодного, горячего водоснабжения, вентиляции и производственных трубопроводов.
PPB – является блоксополимером. Отличается гибкостью и морозоустойчивостью.
Применяется для устройства холодного водоснабжения и теплого пола.
PPR – является статическим сополимером. Отличается плотностью и хорошими звукоизолирующими параметрами.
Применяется для холодного, горячего водоснабжения и обустройства отопления в частных домах.
PPS – является специальным полимером.

Армированных
PPR-AL-PPR – армируется алюминиевой фольгой
PP-RCT-AL-PPR – армирование усовершенствованной алюминиевой фольгой и полимером снаружи.
PPR-FB-PPR – армируется изнутри стекловолокном.
PPR-FB-PPR, PPR/PPR-GF/PPR – армирование модифицировано композитным материалом.
PP-RCT + BF – имеет базальтовый слой.
Класс эксплуатации
1 класс – используется для горячего водоснабжения (ГВС) при максимальной температуре 60 градусов Цельсия.
2 класс – ГВС при температуре 70 градусов.
3 класс – теплый пол (ТП) при температуре 60 градусов.
4 класс – ТП и система отопления (СО) при температуре до 70 градусов.
5 класс – СО при температуре до 90 градусов.
ХВ – для холодного водоснабжения.
Пример маркировки полипропиленовой трубы

Этапы сварки
Сварка пластиковых труб своими руками включает в себя несколько основных этапов. Ничего сложного в данном процессе нет, главное, заранее подготовить все необходимые материалы и инструменты, ну, а дальше достаточно следовать простой инструкции.
Для начала необходимо подготовить все элементы, которые предстоит соединить путём сварки. Потребуется размерить трубы на ровной поверхности и нарезать их на куски нужных размеров согласно схеме разводки.
После этого, уже нарезанные куски необходимо обработать — снять фаску. Снимать фаску следует на глубину не более 3 миллиметров, соблюдая наклон от 15 до 45 градусов. Чтобы сделать это грамотно, потребуется воспользоваться фаскоснимателем, или в крайнем случае острым ножом с коротким лезвием. Перед сваркой подготовленных деталей обязательно необходимо обезжирить окончания труб в местах стыка, где планируется проводить заваривание. Нужно помнить, что все элементы конструкции, равно как и детали сварочного аппарата, должны быть в чистом состоянии, так как благодаря такому подходу можно обеспечить качественную спайку при сварке стыков конструкции.
Далее, нужно в правильной последовательности разложить все вырезанные пластиковые элементы, как они должны будут соединяться при помощи сварки — это поможет избежать неправильного соединения.
После этого необходимо подготовить сварочный аппарат. Для этого его необходимо хорошо прогреть до нужной температуры в пределах 260 градусов, не менее. Обусловлено это тем, что для сварки пластмассовых труб оптимальной температурой является именно 260 градусов.
Прежде чем сваривать подготовленные части конструкции, необходимо хорошо разогреть все элементы будущего трубопровода. Для этого нужно будет вставить в специальный разъём паяльника часть трубы и прогреть
Важно помнить, что недостаточная температура нагрева элементов конструкции может привести к протечкам, а чрезмерный перегрев деформирует деталь. Поэтому нужное время нагревания будет отличаться в зависимости от диаметра используемой трубы
Для определения точных параметров, достаточно посмотреть в специальную таблицу, которая прилагается к инструкции сварочного аппарата.
Если все элементы прогреты правильно, то они соединяются достаточно просто и ровно. Причём соединять нагретые элементы пластмассовой трубы нужно очень быстро и до упора, а проворачивать в процессе соединения элементы трубы строго запрещается. На весь процесс соединения должно уходить всего несколько секунд, так как после этого детали начнут охлаждаться. Сваренные трубы должны охлаждаться естественным путём, поскольку при быстром охлаждении происходит потеря прочности конструкции в местах сваривания. Также при сваривании элементов конструкции следует соблюдать нужный угол среза, что поможет сделать шов максимально прочным и герметичным.
Заключительный этап состоит в обязательной зачистке швов в местах сваривания. Для этих целей можно использовать обычный напильник. После охлаждения и зачистки, изделие будет полностью готово к использованию.
Если делать всё правильно, то процесс сварки не доставит много хлопот, а проделанная своими собственными руками работа доставит лишь удовольствие.
Как грамотно паять – важные нюансы пайки:
Если действовать по установленным правилам, то сваривать полипропиленовые трубы и фитинги не сложно. Даже малоопытный и начинающий мастер может легко сконструировать водопровод или отопление из пластика.
Перед тем, как варить своими руками ПП сеть, лучше договориться с кем-нибудь из своих знакомых о помощи. Паять удобнее, когда один человек держит сварочник, а второй состыкует прогретые детали.
Несмотря на большие количество нюансов, которые необходимо выполнить, специальные знания для таких действий не нужны, и каждый желающий может самостоятельно это проделать у себя дома.
Этапы монтажа
Как сварить полипропиленовые трубы в домашних условиях, вначале проводят подготовительные работы:
- очистка фланцев от заусенцев и загрязнений,
- проведение обезжиривания будущих стыков,
- замер входа труб в фитинги, при этом надо учитывать технологический зазор не менее 1 мм,
- с каждого конца трубы снимается фаска, чтобы изделие плотно и без усилия входило в место соединения.
По окончании подготовки начинается монтаж. Сварка пластиковой трубы делится на четыре этапа:
- Нарезка отдельных элементов.
- Нагрев окончаний труб в паяльнике до температуры 2500 C.
- Соединение посредством муфт или фитингов.
- Охлаждение мест соединения не менее 20 минут для прочной спайки.
Нарезка производится специальными ножницами — труборезом, острые кромки которого быстро и без повреждений перерезают трубы. Работать следует в термостойких перчатках, чтобы случайно не травмировать руки об разогретые части паяльника
При стыковке важно не допустить перекоса, а все действия проводятся быстро, чтобы разогретые участки не успели остыть

Стыковка полипропиленовых труб
Если для обустройства водопроводной системы вы используете полимерные трубы, то соединить систему не составит особого труда. Полипропиленовые трубы класса PN20 и PN25, армированные алюминиевой фольгой, диаметром до 63 миллиметров обычно соединяют муфтовой или раструбной сваркой.










Для соединения прямых частей трубопровода используют соединительные муфты для труб из пропилена, а для создания стыковочных и резьбовых узлов – специальные фитинги, имеющие раструб.
Для тонкостенных труб класса PN10 и PN16 можно использовать разборное резьбовое соединение. Они предназначены для систем отопления с небольшим уровнем давления, передачи холодной воды в трубопроводах с высоким давлением, в «теплых» полах.
Для стыкования труб из полипропилена, диаметр которых составляет более 63 миллиметров, как правило, используют стыковую сварку, потому что она не требует применения дополнительных деталей. Однако, если у вас есть фитинги необходимого размера, можно использовать муфтовую сварку. Технология соединения труб из пропилена большого диаметра в качестве разборного соединения предполагает фланцевый стык.
Пайка полипропиленовых труб
 Использование ПП труб для монтажа отопления и водопровода
Использование ПП труб для монтажа отопления и водопровода
С момента появления на рынке полипропиленовых конструкций, многие мастера вздохнули с облегчением. Пайка ПП, оказалась на порядок быстрее и надежнее чем сварка металла. Собрать водопровод или отопление стало возможным за один день.
Это привело к тому, что многие «мастера» начали этим заниматься. Из-за незнания всех важных особенностей пайки, часто получались не качественные соединения.
Для того чтобы водопровод или отопление прослужили долго и не приносили хлопот, необходимо соблюдать все технологические процессы во время пайки. Учитывать температуру нагрева, время сварки, правильно выбрать тип систем.
Что нужно знать о полипропиленовых трубах
 Полипропиленовая система
Полипропиленовая система
Сегодня производителями выпускаются трубы различного диаметра, цвета, которые отличаются характеристиками
На что сразу необходимо обратить внимание при покупке — это цвет полос. Для монтажа водопровода используется трубы с синей полоской, с красной применяются для отопления и подачи горячей воды
Большой выбор диаметра – от 16 до 110 мм, позволяет собирать различные варианты систем водоснабжения и отопления. Для дома и квартир используются образцы от 20 до 32 мм.
При выборе ПП системы для монтажа и пайки, необходимо ориентироваться на маркировку указанную производителем.
 Маркировка полипропиленовых систем
Маркировка полипропиленовых систем
Ниже приведена таблица диаметра и толщины в зависимости от маркировки.
| Наружный диаметр трубы, мм | Тип полипропиленовых труб | |||||||
| PN — 10 | PN — 16 | PN -20 | PN -25 | |||||
| D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | D прохода, mm | Толщина стенки, mm | |
| 16 | — | — | 11,6 | 2,2 | 10,6 | 2,7 | — | — |
| 20 | 16,2 | 1,9 | 14,4 | 2,8 | 13,2 | 3,4 | 13,2 | 3,4 |
| 25 | 20,5 | 2,3 | 18 | 3,5 | 16,6 | 4,2 | 16,6 | 4,2 |
| 32 | 26 | 3 | 23 | 4,4 | 21,2 | 5,4 | 21,2 | 3 |
| 40 | 32,6 | 3,7 | 28,8 | 5,5 | 26,6 | 6,7 | 26,6 | 3,7 |
| 50 | 40,8 | 4,6 | 36,2 | 6,9 | 33,2 | 8,4 | 33,2 | 4,6 |
| 63 | 51,4 | 5,8 | 45,6 | 8,4 | 42 | 10,5 | 42 | 5,8 |
| 75 | 61,2 | 6,9 | 54,2 | 10,3 | 50 | 12,5 | 50 | 6,9 |
| 90 | 73,6 | 8,2 | 65 | 12,3 | 60 | 15 | — | — |
| 110 | 90 | 10 | 79,6 | 15,1 | 73,2 | 18,4 | — | — |
Производят четыре типа полипропиленовых систем:
- PN-10. Используются при монтаже водопровода. Реже для обустройства теплого пола, с температурой теплоносителя не более 45 градусов. Номинальное давление — 10 Атм.
- PN-16. Можно применить при обустройстве холодного и горячего водоснабжения. Максимальная температура воды – 60 градусов. Номинальное давление — 16 Атм.
- PN-20. Может использоваться для монтажа автономного отопления. Максимальная температура теплоносителя – 90 градусов. Номинальное давление — 20 Атм.
- PN-25. Применяется для обустройства централизованного водопровода и отопления. Максимальная температура теплоносителя – 95 градусов. Номинальное давление — 25 Атм.
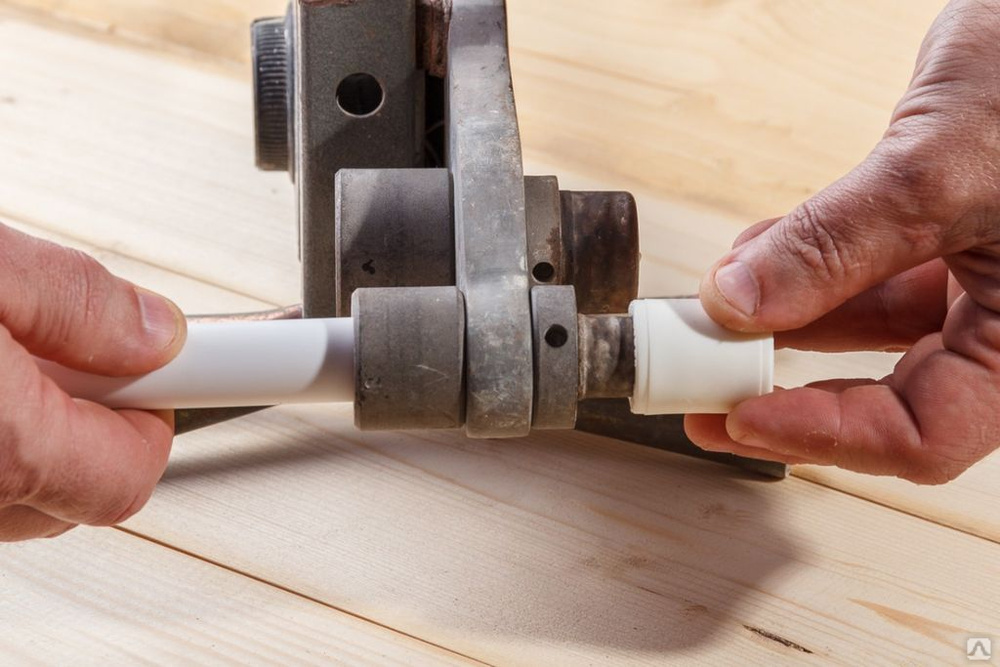
Процесс пайки ПП
Процесс пайки полипропиленовых систем не является сложным. Сварка или пайка происходит между трубой и различными фитингами (угол, муфта, тройник). С помощью специального паяльника нагревается фитинг изнутри и наружная часть трубы.
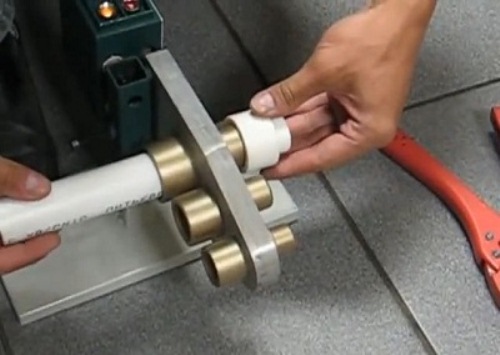 Процесс пайки с помощью специального паяльника
Процесс пайки с помощью специального паяльника
В процессе нагрева образуется участок оплавленного пластика. Прогреваются детали одновременно, и одинаковое количество времени. Затем снимаются с паяльника и стыкуются.
Соединить детали нужно быстро, в течение нескольких секунд. Иначе полимер твердеет и что-либо исправить невозможно.
Соединение полипропиленовых труб
5 Выбор сварочного аппарата
Как уже указано в п.4, оптимальная температура сварки враструб для труб из полипропилена 260ºС.
Для создания такой температуры на рабочих поверхностях сварочные насадки устанавливаются на нагреватель и фиксируются болтом через отверстие в нагревателе (рис.11). Существуют нагреватели и насадки с другой геометрией крепежных поверхностей, но сути это не меняет. Внутри алюминиевого нагревателя залит стальной трубчатый нагревательный элемент (рис.12).
| Рис. 11 Нагреватель с насадкой | Рис. 12 Нагреватель в разрезе |
Мощность нагревателя
На практике доказано, что у аппарата для сварки враструб необходимая мощность нагревателя, выраженная в Вт, приблизительно равна 10-кратному значению диаметра свариваемой трубы, выраженному в мм. Другими словами, 500-ваттный нагреватель сваривает полипропиленовую трубу и фитинг Ø50 мм на пределе возможностей. А 1200-ваттного нагревателя достаточно для сварки труб и фитингов Ø125 мм.
Если производитель аппаратов для сварки враструб не уверен в надежности применяемых дешевых трубчатых нагревательных элементов (Турция, Китай), он в алюминий нагревателя заливает 2 нагревательных элемента, каждый из которых включается отдельным выключателем. Каждый из элементов в отдельности имеет достаточную мощность.
Совокупная мощность двух нагревательных элементов вдвое превышает достаточную мощность нагревателя и бессмысленно перегружает сеть питания и контакты термореле каждый раз, когда это термореле включается на нагрев, т.е. примерно раз в минуту. Поэтому ко второму нагревательному элементу нужно относиться как к запасному. Или включать его для быстрого разогрева холодного «паяльника».
Типы терморегулятора
Наиболее совершенный терморегулятор – электронный (или микропроцессорный). Датчиком температуры для такого терморегулятора служит высокоточный терморезистор, который измеряет температуру настолько близко к рабочим поверхностям нагретого инструмента, насколько это вообще возможно (рис.12). Электронный терморегулятор позволяет также учесть инерционность системы (скорость распространения тепла), мощность нагревателя, текущую интенсивность теплоотбора и пр. параметры системы регулирования. Такой регулятор максимально быстро выводит нагреватель на заданную температуру и затем максимально точно ее поддерживает.
На более дешевых сварочных аппаратах в качестве регулятора температуры используется капиллярный термостат. Датчик температуры (капилляр) также находится в теле нагревателя. Однако принцип работы любого термостата – как у простого утюга: если температура выросла относительно заданной на Δtº, нагрев выключается. Когда нагреватель остынет на Δtº относительно заданной температуры, нагрев снова включается. График колебаний температуры – пилообразный. При этом Δtº может составлять 5-10ºС.
Наихудший терморегулятор – биметаллическое термореле. Мало того, что здесь также пилообразный график температуры, здесь еще чувствительным элементом (датчиком) является биметаллическая пластина, которую внутрь нагревателя никак не поместишь. Такая система обладает высокой инерционностью – при интенсивном отборе тепла нагреватель может успеть охладиться на огромную Δtº, прежде чем термореле «почувствует» какие-то изменения.
Ручной «паяльник» или механический аппарат?
DVS 2208-1 (Германия) рекомендует пользоваться ручным паяльником для труб только до диаметра Ø40 мм, а от Ø50 мм и выше – использовать механические аппараты, способные зафиксировать трубу и фитинг соосно и обеспечить их взаимное перемещение с достаточным усилием.
С точки зрения удобства и качества выполнения работ – вполне логично.
К требованиям DVS следует добавить, что хороший механический аппарат позволяет также легко установить нагреватель со сварочной насадкой в специальную направляющую, обеспечив соосность сварочной насадки с трубой и фитингом, и чтобы потом нагреватель можно было быстро убрать (рис.13).
С другой стороны, механический аппарат – это совсем другие деньги. Поэтому мощный ручной аппарат для сварки враструб со сварочными насадками до Ø125 мм (рис.14) пользуется большим спросом, просто для выполнения сварки нужно больше народу.










| Рис. 13 Механический сварочный аппарат | Рис. 14 Мощный ручной аппарат |
Пред.
2
След.
Виды труб
Полипропиленовые трубы имеют определенные особенности. Они отличаются по структуре и назначению.
Для водопровода
Трубы с маркировкой PN 10 подходят для холодного водоснабжения. Их допустимо применять для сооружения систем теплых полов с нагревом до 45 градусов. Для таких изделий характерны тонкие стенки. Для горячего водоснабжения подходят модели с маркировкой PN 25.
Для отопления
Модели с маркировкой PN 16 применяются для отопительных магистралей с низким давлением. Изделия PN 20 считаются универсальными. Они допускают подачу воды температурой не более 85 градусов. Также в отопительных системах можно применять изделия с маркировкой PN 25.
Сферы применения полипропиленовых материалов, способы их соединения
Универсальные решения
Одними из наиболее популярных и распространенных являются трубы полипропиленовые. Их можно использовать для: холодного и горячего водоснабжения, организации отопительной системы, в том числе, «теплого пола», канализации, отвода сточных вод.
Для холодного водоснабжения
Для подачи холодной воды можно применять довольно дешевые изделия, имеющие маркировку PN 16, которая характеризует величину рабочего давления — 1,6 МПа. Для горячего водоснабжения и отопления — PN 20 с номинальным давлением 2 МПа. Если вы хотите приобрести изделия более современного ряда, то можно остановить свой выбор на конструкциях, усиленных алюминиевой фольгой (не путайте с металлопластиковыми!). Особенностью работы с такими изделиями является необходимость их торцевой зачистки перед пайкой. Эту процедуру можно проводить либо с помощью специальных насадок на перфоратор, либо с использованием ручного шейвера, рассчитанного на четыре основных типоразмера — 20, 25, 32, 40 мм.
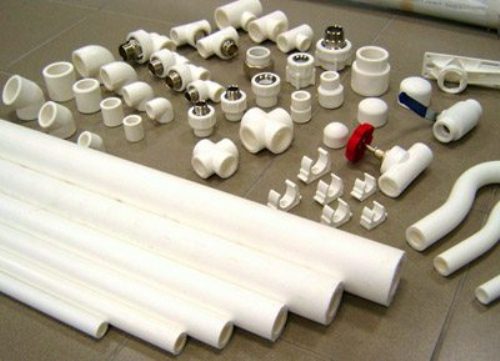
 Полипропиленовые материалы, многообразие выбора
Полипропиленовые материалы, многообразие выбора
Многослойные и армированные
В последнее время среди армированных наиболее популярны многослойные трубы со слоем стекловолокна по середине сечения стенки. Если вы приобретете именно такой материал, то зачистка торцов не потребуется.
Сварка полипропиленовых труб выполненная своими руками осуществляется при помощи диффузорной пайки, для которой вам придется приобрести или арендовать специальный аппарат. О его выборе речь пойдет несколько позже. Процесс сварки проходит при температуре 260 градусов, в результате чего образуется очень прочный полностью гомогенный шов. Соединение заготовок осуществляется с использованием тройников, уголков, муфт.
С металлическими деталями — стальными узлами, кранами, фильтрами, смесителями, счетчиками — полипропиленовые трубы соединяются при помощи фитингов с запрессованными в них латунными вставками. В резьбовых соединениях материалы для уплотнения не должны образовывать толстый слой. Оптимальным является использование фум-ленты или льна с пастой. Усилие при затяжке подобных соединений должно быть умеренным, чтобы избежать выпадения металлического элемента из фитинга.
Преимущества
Лучше всего отдавать предпочтение трубам, изготовленным из пластика, поскольку в отличие от чугунных, у них есть масса неоспоримых достоинств.
- Если планируется производить сварку изделий из пластмассы, то следует отметить, что сварочный аппарат для них окажется в разы дешевле, чем прибор для сварки конструкций, изготовленных из металла.
- Намного проще пользоваться сварочным аппаратом, который предназначен для сварки пластмассовых конструкций — он проще в управлении, а потому, с ним сможет справиться даже неопытный пользователь.
- Пластмассовые изделия намного практичней и удобней в обслуживании.
- Они отличаются долгим эксплуатационным сроком, а потому могут прослужить весь период, на который они были установлены.
- Обладают сравнительно маленькой массой в отличие от чугунных труб.
- Они гораздо дешевле прочих аналогов и легче поддаются замене.
- Сварить и смонтировать пластмассовые трубы гораздо легче и быстрей, чем чугунные.
- Обладают отличной звукоизоляцией.
- Не проводят электричество.
- Не поддаются коррозии и не окисляются.
- Пластик намного безопасней и биологически устойчивей, чем чугун.
Как видно, пластик намного проще сваривать, чем металл, особенно в домашних условиях, когда требуется срочная замена или ремонт.
На чем основан принцип монтажа полипропиленовых труб
Технология монтажа ПП труб основана на плавкости материала. Суть сварки сводится к тому, что при нагревании до нужной температуры трубы размягчаются и приобретают возможность соединения на молекулярном уровне. Если при сварке не было допущено ошибок, после остывания сварной шов становится монолитным без щелей и прочих дефектов, а материал полностью восстанавливает свои первоначальные свойства.
Для качественной пайки, безусловно, необходимы определенные навыки, но еще более важно наличие специального сварочного аппарата, позволяющего выдерживать соответствующие температурные режимы. Технология сварки полипропиленовых труб при соблюдении температурных режимов обеспечивает надежность и долговечность водопровода