Стол своими руками
Чтоб сделать стол своими руками, нужно приготовить последующие приспособления:
- доску;
- собственный клей для мебели;
- линейка;
- циркулярная пила;
- собственный карандашик;
- электронный лобзик;
- фрезерный станок;
- шурупы;
- пильные инструменты;
- сверлильный инструмент;
- материалы для покрытия поверхности краской.
Сборка стола осуществляется последующим образом:
- Сделать чертеж поверхности. Рекомендуется брать огромные характеристики, чтоб было удобнее работать с оборудованием.
- Сделать столешницы. Для этого нужно выпилить из толстой фанеры заготовку при помощи лобзика.
- Обработать фрезером края и углы столешницы.
- Разметить под установку циркулярной пилы. Заготовку необходимо перевернуть и зафиксировать пилу под определенный угол без диска.
- Примерить и скорректировать положения пилы. Это нужно для того, чтоб установить диск.
- Разметить под ребра жесткости на внутренней стороне столешницы.
- Сделать ребра жесткости из доски. Дальше следует установить их по периметру заготовки с отступом на 10 см от края. Линейкой отметить центральная линий и места расположения шурупов.
- Создать сквозные отверстия по меткам.
- Создать разметку под подпольные ребра жесткости и распилить их.
- Закрепить заготовки к столешнице клеем, прижимая их струбцинами с угла.
- Сделать и так же закрепить ребра с боков.
- Не удаляя струбцины, скрепить систему при помощи шурупов, определяя их в приготовленные отверстия.
- Стянуть углы жесткости меж собой 2-мя шурупами с обеих сторон. Снять струбцины.
- Приступить к изготовлению ножек, высота которых обязана достигать 1 метра. Для этого нужно обрезать доску вдоль продольной оси и создать маленький угол, с одной стороны.
- Закрепить нижние подставки. Чтоб система была устойчива, необходимо создать стяжку.
- Установить циркуляционную пилу в приготовленный паз с внутренней стороны. Ее подошву закрепите болтами, а диск вставьте в заготовленную прорезь.
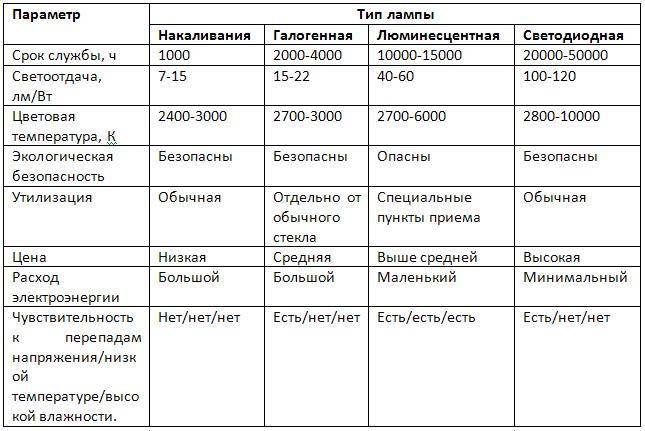
Маркировка диска
Итак, допустим, у вас диск, на котором отражается следующая информация: 7.5 Jx16 Н2 5/112 ET 35 d 58.5. Разберем каждое из имеющихся обозначений.
7.5 Jx16, первая тройка, информирует нас о том, что W – ширина обода этого диска – составляет 7,5 дюймов (необходимо помнить, что именно в дюймах указываются почти все параметры дисков: 1 дюйм = 2,54 см), D – диаметр – составляет 16 дюймов, а также, что данный диск является не штампованным/неразъемным («х» – значок литых и кованных дисков).
Буква J в этом наборе присутствует тоже не просто так. Эта буква указывает на то, что края обода предназначены для моноприводных автомобилей, так что если, например, ваша машина полноприводная – рассматриваемые диски ей не подходят и необходимо поискать идентичные, однако с другой маркировкой – JJ.
Н2 несет информацию скорее для специалистов и сообщает им о том, что обод имеет 2 хампа (кольцевых выступа), необходимых для удерживания от соскальзывания бескамерной резины. Естественно, если будет только 1 такой выступ, на маркировке это будет отмечено маркировкой Н1. Также не исключено и полное отсутствие таких выступов или их присутствие, но в особой конструкции, когда символы будут несколько другие (АН, FH, СН). Так или иначе, для обычного автомобилиста данный параметр практически не имеет значения, чего нельзя сказать о следующих числах.
5/112 – это и есть разболтовка. 5 – количество посадочных болтов и отверстий под них, а 112 – диаметр окружности, на которой находятся данные отверстия, причем он измеряется не в дюймах, а в привычных русскому человеку миллиметрах. Выяснить разболтовку дисков можно тремя способами, однако об этом чуть позднее, а пока разберемся с остальными параметрами.
Маркировка ET 35 обозначает вылет диска. В этом примере он составляет 35 мм, в принципе же вылет – это расстоянием между осью симметрии изделия и плоскостью приложения диска к ступице. Когда плоскость прижимания – наравне с центром диска, то вылет называют нулевым, когда выступает за пределы – отрицательным, а когда, наоборот, центр диска находится ближе к ступице, чем плоскость приложения диска, такой вылет называют положительным.
d 58.5 – это диаметр центрального отверстия. Когда он не совпадает с диаметром посадочного цилиндра на ступице автомобиля, то совсем необязательно искать новые диски, можно просто дополнительно купить комплект проставочных колец, после чего с их помощью выполнить подгонку названных элементов.
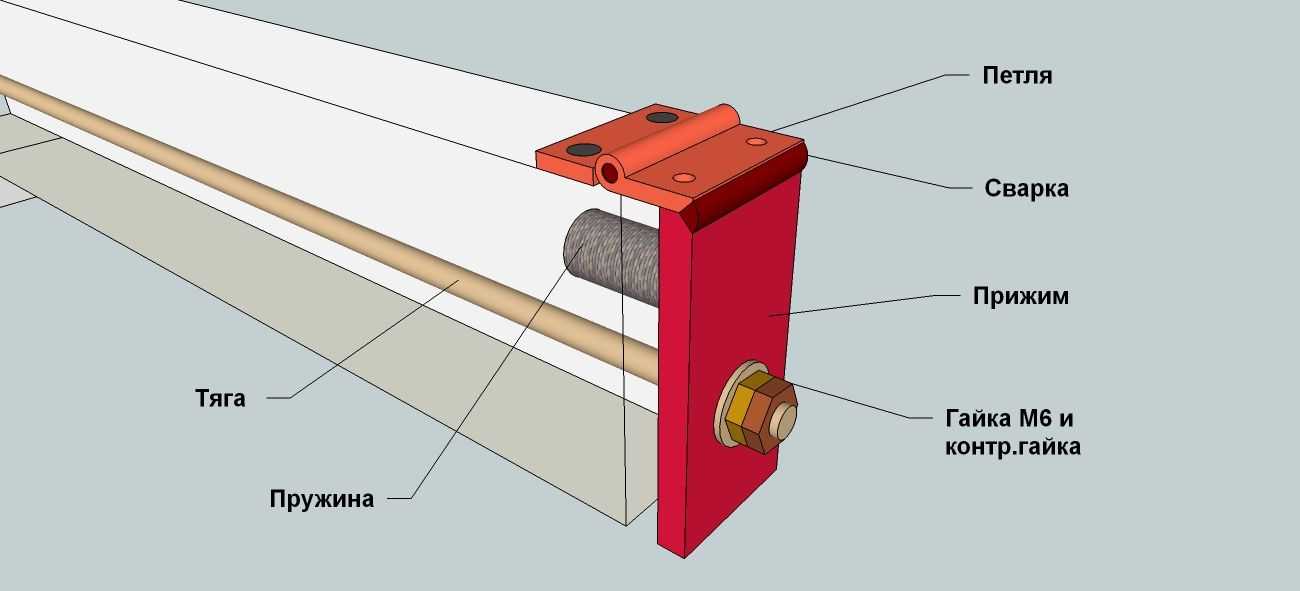
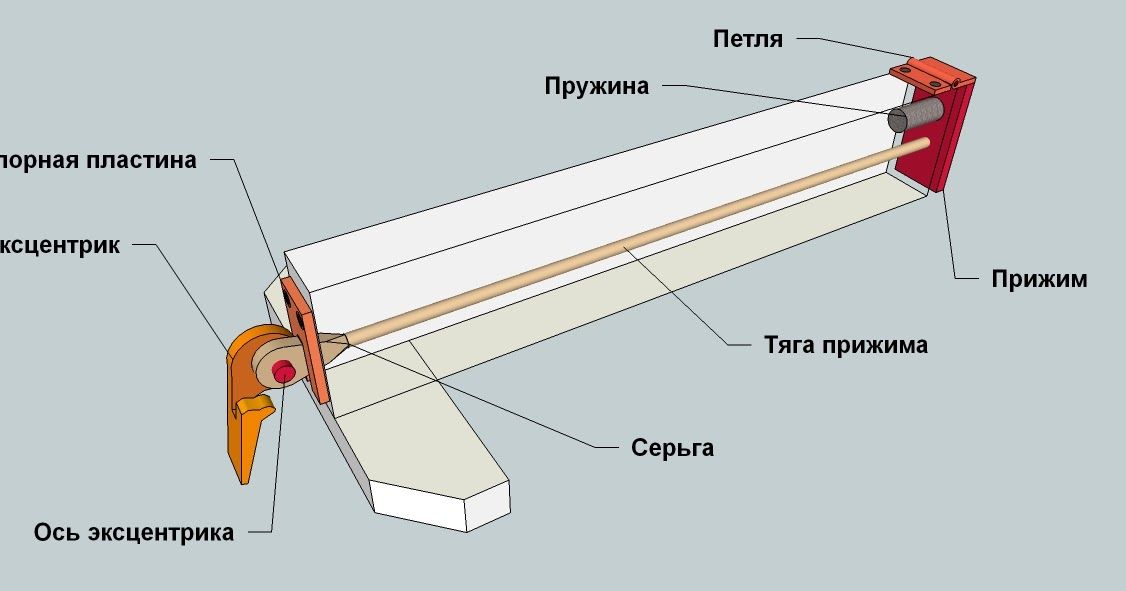
Кромочный упор
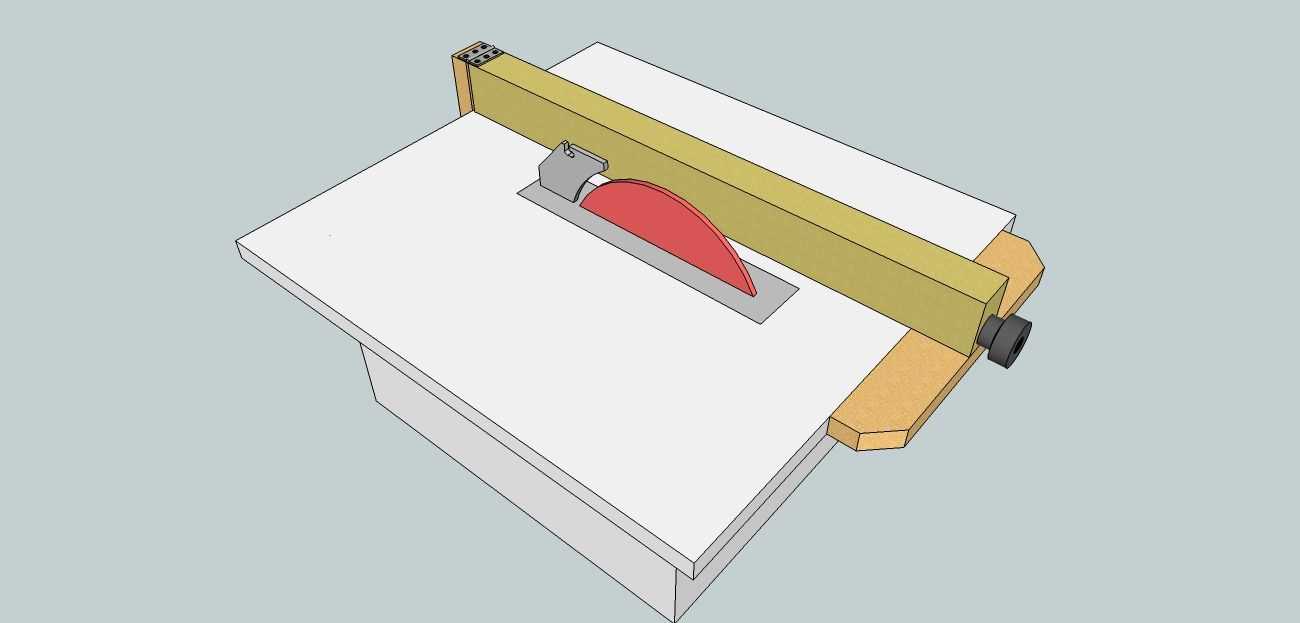
Это уже достаточно сложное приспособление, требующее времени и точности при изготовлении. Оно позволяет проводить распил параллельно кромке разрезаемого материала. Полезным будет перед началом работы сделать его чертеж, чтобы не промахнуться в размерах. Вообще-то такой упор есть в комплекте дисковой пилы, но его малая длина не всегда обеспечивает ровный пропил. Большой размер и желаемая прочность требуют изготовления основы упора из фанеры толщиной не менее 15 мм. Из нее же можно сделать и упорную планку.
Этапы изготовления упора:
- в основании делаются продольные пазы под шпонки;
- шпонки из твердого дерева крепятся на упорной планке;
- между продольными пазами делается еще один сквозной паз для закрепления упорной планки при работе;
- в основании вырезается отверстие под пильный диск циркулярки;
- по бокам основания ставятся ограничительные планки для установки циркулярки и предусматриваются зажимы для ее надежного закрепления.
При установке упора на обрабатываемый материал упорная планка перемещается в пазах основы на нужное расстояние и закрепляется через сквозную прорезь зажимным барашковым винтом. Для того чтобы не мучиться каждый раз с линейкой, можно закрепить ее (или кусок рулетки) на основе упора вдоль направляющих пазов.
Есть такие мелкие приспособления, которые даже инструментом зазорно считать. В то же время они отлично помогают при распиле. Это хитрости бывалых мастеров.
Установочные бруски
Простейшая деталь, облегчающая установку любого упора и направляющей по разметке, – брусок небольшого сечения. На нем нанесены пропилы, расстояние между которыми равно отрезку от конца подошвы пилы до пильного диска. Два таких бруска помогут установить любые направляющие быстро и точно на требуемом отступе от разметочной линии. Останется только закрепить направляющую.
Защита от вырывания материала
Защитой может стать любой брусок, по ширине соответствующий толщине разрезаемой заготовки. Если его закрепить на месте выхода пильного диска из обрабатываемого материала, то он сработает как ограничитель и послужит защитой от вырывания и сколов.
Этими приспособлениями не ограничивается набор полезных самоделок, которые облегчают работу с ручной дисковой пилой. Эти – самые простые в изготовлении. Другие требуют времени и навыков. Но умельцы даже такой прибор, как транспортир для циркулярки, делают своими руками. Было бы желание.
Круговая и параллельная остановка
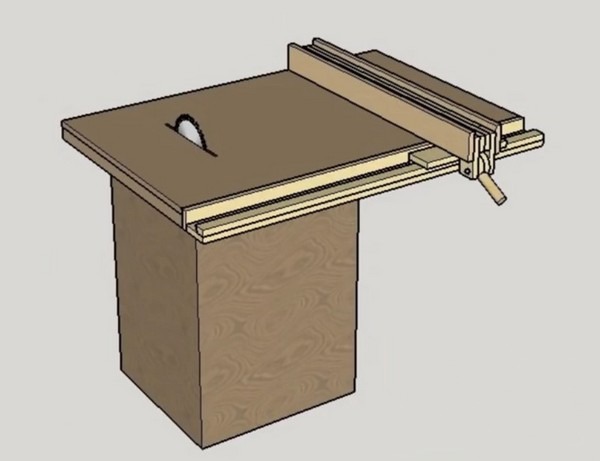
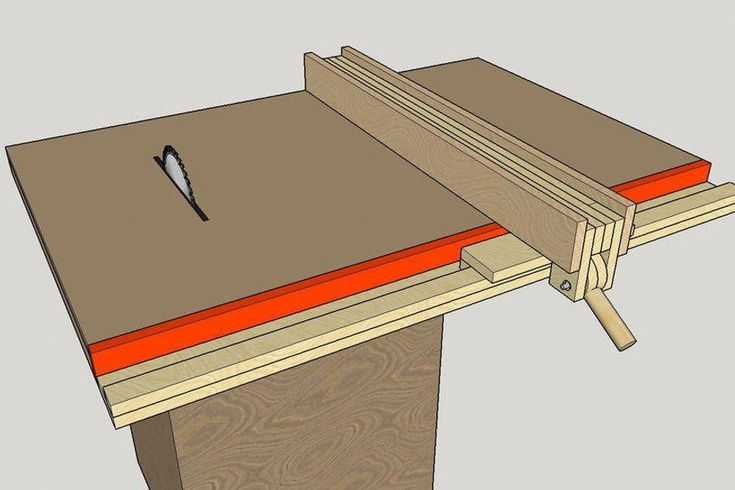
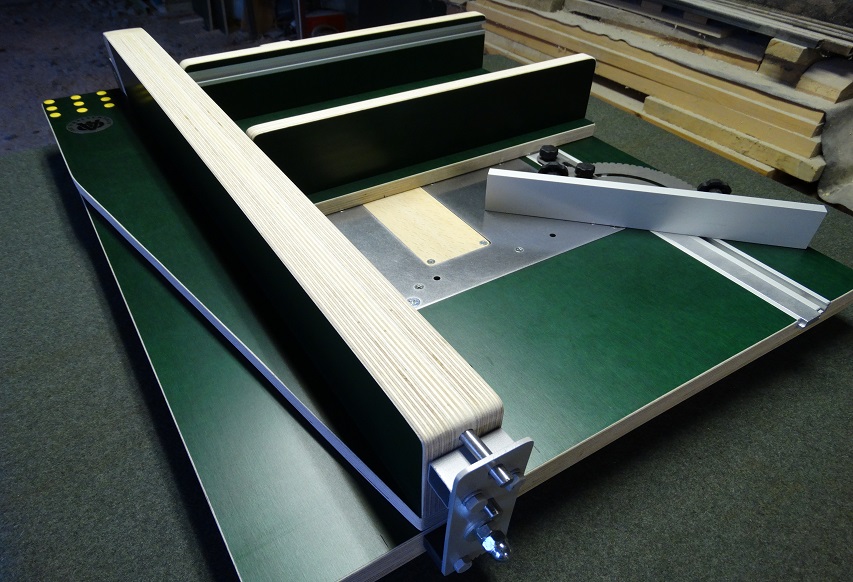
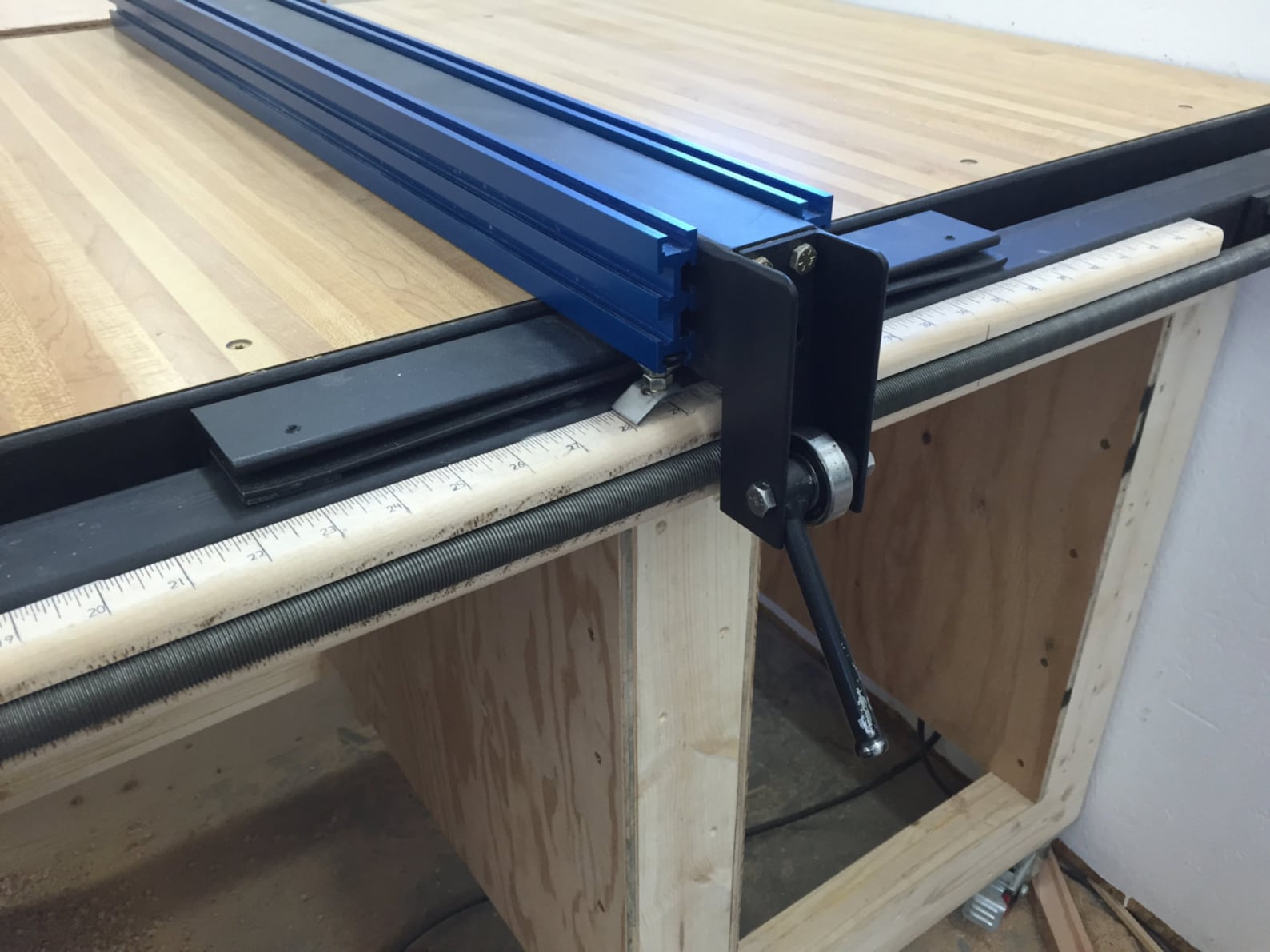
Круговой и параллельный останов, возможно, самое важное устройство на круглом столе. Поэтому я решил взять этот проект со всей ответственностью
Я не трачу много времени на шлифование и формование, без необходимости филе на насадки, я думаю, что вырезать, склеить, закрепить винтами и футляром в шляпе. На мой взгляд, дополнительная красота не всегда уместна, и сила всегда необходима. Работать с сложные проекты, я разбиваю их на более мелкие компоненты и индивидуально работаю с ними. Имея в своем распоряжении тонкую алюминиевую параллельную остановку (фотография справа), у него было несколько неудобств. Проблема в том, что для каждого нового разреза необходимо изменить размер установки упора, для этого, перемещая стоп, мы учитываем размеры в начальной точке разреза заготовки и в точке где пила вырезается, затем зафиксируйте ее двумя ручками. Неудобно и занимает много времени.
Простая каретка для самодельной циркулярки

Данный вариант я буду рассматривать на примере изготовления каретки для настольного минициркулярного станка J1F-DS100, который ранее был переоборудован. Об этом в этой статье
Учитывая, что большинство мастеров будут изготавливать подобные приспособления для иных пил, в данном случае интерес представляет сам процесс изготовления и конструкция устройства (она типичная и распространенная), а не размеры, проставленные в прилагаемом чертеже.
Последовательность изготовления
Итак, в изготовленном станке мы имеем столешницу, выполненную из обычной фанеры.
(Пусть вас не смущает некая разница в размерах столешницы на дальнейших фото — я просто заменил фанерку на чуть большую, ибо понял, что размеры этой несколько маловаты)
Разметка направляющих
Чтобы в дальнейшем получить более-менее годный инструмент, необходимо максимально точно выполнить разметку и фрезерование параллельных пазов, в которые будут установлены полозки каретки. Первым необходимым условием здесь является их параллельность плоскости пильного диска. Для этого нужно как можно точнее «отбить эту линию» на поверхности столешнице. Если у посадки диска отсутствуют люфты и биение, то достаточно плотно приложить металлическую линейку к диску и провести искомую линию.
Фрезерование пазов под полозки
Теперь параллельно этой линии необходимо выфрезеровать два паза по обе стороны от пильного диска.
Чтобы обеспечить более-менее устойчивое положение каретки, я приблизительно поделил столешницу на три равные части и провел искомые две линии. Параллельность здесь является самым важным условием. Фрезеровать нужно по упору любым фрезером. Для этого микро-станка я использовал кромочный фрезер.
Изготовление полозков
Полозки можно изготовить из древесины твердых пород, например из клена. У меня под рукой оказался дуб и я напилил рейки из него. Вообще, если в пазы вставлен алюминиевый п-образный профиль, то износ полозков будет гораздо меньше. Я обошелся без профиля в силу того, что планирую купить станок Проксон и ресурса этой самоделки при условии нечастого ее использования мне будет достаточно. Те же, кто делает самоделку «всерьез и надолго» имейте этот аспект ввиду.
Рейки должны плотно сидеть в пазах, но иметь свободное скольжение и не болтаться в них. В противном случае будет болтаться и сама каретка. Рейки должны быть заподлицо с поверхность столешницы для простоты установки на них площадки каретки.
Монтаж основания каретки на полозки
Следующим этапом производится установка основания каретки на полозки. Для этого станка я беру лист МДФ толщиной 7 мм. Так как для установки основания я использую ПВА, то предварительно с каждого края полозка наклеиваю малярный скотч для предохранения поверхностей от попадания излишков выдавившегося клея.
Далее на полозки можно нанести клей
и поверх полозков положить заготовку основания, зафиксировав его струбцинами по местам склейки
После того, как клей высох, каретку извлекают, удаляют скотч и проверяют ее скольжение в пазах
Разметка углов каретки
Каретка устанавливается в пазы, включается пила, и делается пропил в передней части основания.
И вот относительно линии этого пропила и отбивают искомые 45 градусов по обеим сторонам. Это позволяет вести отсчет измерений от фактического положения пильного диска в пропиле каретки.


Далее спиливаем углы и получаем максимально близкий к итогу результат
Коррекция углов каретки
Устанавливаем упор на любое произвольное расстояние от диска и запиливаем 4 черновые заготовки
Складывая их в рамку, проверяем точность соединения на ус
При малейших отклонениях от правильного угла, подрезаем с нужной стороны край каретки, и снова производим пробную усовку, доводя таким образом до точного угла в 45 градусов.
После этого можно установить борта каретки заподлицо со срезом основания. С задней стороны выводим кромку каретки под прямым углом к диску пилы, обеспечивая тем самым возможность торцовки деталей под 90 градусов.
Шкалы транпортира
Транспортир KWB имеет две шкалы — основную и вспомогательную.
Шкалы хоть и нанесены краской, но считываются однозначно. Правда стойкость к износу у них ограничена.
У основной шкалы четыре ряда значений. Один нанесен сверху шкалы, три снизу — видны в смотровое окошко подвижной планки. Каждый ряд используется для своего метода измерения углов. Каждый метод опишем подробно ниже.
Цена делений основной шкалы — один градус.
Вспомогательная шкала на подвижной планке размечена под измерение долей градуса. Цена делений — 10′ (десять минут). То есть можно измерять углы с точностью до десяти минут или до 1/6 градуса (в десятичной системе).
Исполнение первое
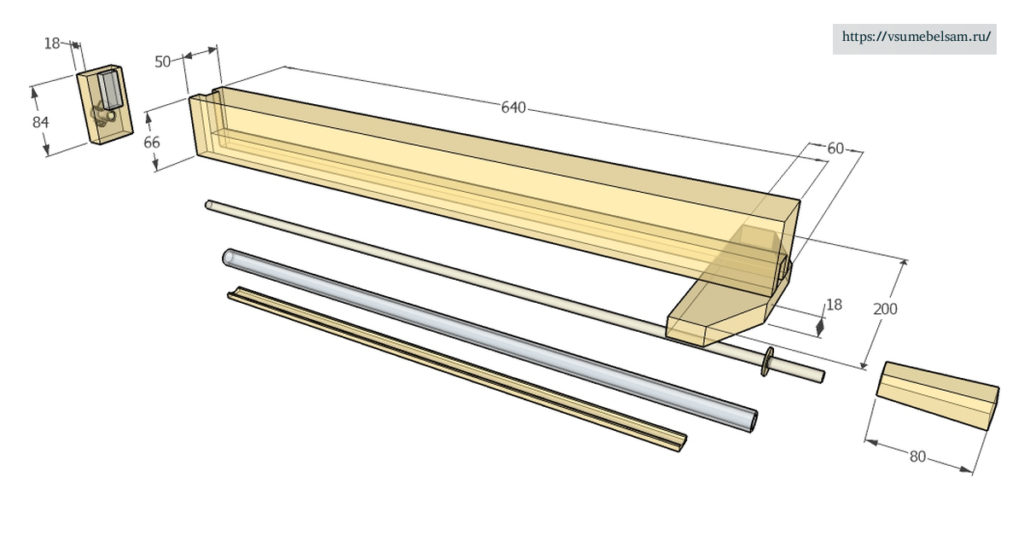
Берется рейка из упомянутого выше уголка длиной 450 мм. Для правильной разметки эта заготовка помещается на рабочий стол циркулярки так, что широкая планка параллельна режущему диску пилы. Узкая планка должна находиться на рабочем столе с противоположной от диска стороны, как это показано на рисунке. В узкой полке (шириной 41 мм) уголка на расстоянии 20 мм от торца размечаются центры трех сквозных отверстий диаметром 8 мм, расстояния между ними должны быть одинаковыми. От линии расположения размеченных центров отмечается на расстоянии 268 мм линия расположения центров еще трех сквозных отверстий диаметром 8 мм (с одинаковым расстоянием между ними). На этом разметка завершается.
После этого можно приступать непосредственно к сборке.
- Сверлятся 6 размеченных отверстий диаметром 8 мм, надфилем или наждачной бумагой обрабатываются заусенцы, неизбежно создающиеся при сверлении.
- В крайние отверстия каждой тройки запрессовываются по два штифта 8х18 мм.
- Полученная конструкция кладется на рабочий стол таким образом, чтобы штифты вошли в пазы, предусмотренные конструкцией стола циркулярной пилы, по обе стороны пильного диска перпендикулярно его плоскости, узкая планка уголка располагается на плоскости рабочего стола. Все приспособление свободно передвигается по поверхности стола параллельно плоскости пилящего диска, штифты выполняют роль направляющих, предотвращают перекос упора и нарушение параллельности плоскостей диска циркулярки и вертикальной поверхности упора.
- Снизу рабочего стола в пазы и средние отверстия между штифтами упора вставляются болты М8 так, чтобы их резьбовая часть вошла в прорезь стола и отверстия рейки, а головки болтов уперлись в нижнюю поверхность стола и оказалась между штифтами.
- С каждой стороны поверх рейки, представляющей собой параллельный упор, на болт М8 навинчивается барашковая или обычная гайка М8. Таким образом достигается жесткое крепление всей конструкции к рабочему столу.
Порядок работы:
- отпускаются обе гайки-барашки;
- рейка перемещается до требуемого расстояния от диска;
- фиксируем рейку гайками.
Рейка перемещается параллельно рабочему диску, так как штифты, выполняя роль направляющих, предотвращают перекосы параллельного упора относительно пильного диска.
Изготовление параллельного упора и других полезных приспособлений для циркулярки
Выбирать подходящую конструкцию следует исходя из тех потребностей, которые возникают при обработке различных материалов на циркулярной пиле.
Следовательно, к выбору нужного решения надо отнестись серьезно, ответственно и творчески. В этой статье рассматриваются два простейших конструкторских решения создания углового параллельного упора для направляющий упор для циркулярки пилы собственными руками по имеющимся чертежам.
❻
Особенности Общим для этих конструктивных решений является рейка, перемещающаяся относительно режущего диска по плоскости рабочего стола пилы. При создании этой рейки предлагается использовать типовой прессованный профиль прямоугольного неравно полочного углового сечения алюминиевых или магниевых сплавов. При сборке параллельного углового упора собственными руками могут использоваться и другие профили подобного сечения в соответствии с длиной и шириной адрес страницы плоскости стола, а также марки циркулярки.

В предлагаемых вариантах чертежей используется уголок со следующими размерами направляющий упор для циркулярки : широкая — 70х6; узкая — 41х Исполнение первое Берется рейка из упомянутого выше адрес длиной мм. Для правильной разметки эта заготовка помещается на рабочий стол направляющий упор для циркулярки так, что широкая планка параллельна режущему диску пилы.
Узкая планка должна находиться на рабочем столе с противоположной от диска стороны, как это читать на рисунке. В узкой полке шириной 41 мм уголка на расстоянии 20 мм от торца размечаются центры трех направляющий упор для циркулярки отверстий диаметром 8 мм, расстояния между ними должны быть одинаковыми.

От линии расположения размеченных центров отмечается направляющий упор для циркулярки расстоянии мм линия расположения центров еще трех сквозных отверстий диаметром 8 мм с одинаковым расстоянием. На этом разметка завершается. После этого можно приступать непосредственно к сборке.

Сверлятся 6 размеченных отверстий диаметром 8 мм, надфилем или наждачной бумагой обрабатываются заусенцы, неизбежно создающиеся направляющий упор для циркулярки сверлении. В крайние отверстия каждой тройки запрессовываются по два штифта 8х18 мм. Полученная конструкция кладется на рабочий стол таким образом, чтобы штифты вошли в пазы, предусмотренные конструкцией стола циркулярной пилы, https://amk-stroy.su/икеа-хранение-в-прихожей обе стороны пильного диска перпендикулярно его плоскости, узкая планка уголка располагается на плоскости рабочего стола.

Все приспособление свободно передвигается по поверхности стола параллельно плоскости пилящего диска, штифты выполняют роль направляющих, предотвращают перекос упора и нарушение параллельности плоскостей диска циркулярки и вертикальной поверхности упора.
Снизу рабочего стола в направляющий упор для циркулярки href=»https://amk-stroy.su/шумит-внешний-блок-кондиционера»>здесь и средние отверстия между штифтами упора вставляются болты М8 так, чтобы их резьбовая часть вошла в прорезь стола и отверстия рейки, а головки направляющий упор для направляющий упор для циркулярки уперлись в нижнюю поверхность стола и оказалась между штифтами.

С каждой стороны поверх рейки, представляющей собой параллельный упор, на болт М8 навинчивается барашковая или обычная гайка М8. Таким образом достигается жесткое крепление всей конструкции к рабочему столу.








Порядок работы: рейка перемещается до требуемого расстояния от диска; фиксируем рейку гайками. Рейка перемещается параллельно рабочему диску, так как штифты, выполняя направляющий упор для циркулярки направляющих, предотвращают перекосы параллельного упора относительно пильного диска.
Особенности
Эта конструкция может быть использована только при наличии на рабочем столе направляющий упор для циркулярки пилы пазов прорезей по обе стороны от диска перпендикулярно его плоскости.
Второе конструктивное решение Предлагаемое ниже конструктивное решение параллельного упора для циркулярной пилы, созданное своими руками, подходит к любому рабочему столу: с пазами на нем или.
Предлагаемые на чертежах размеры относятся к определенному типу циркулярных пил, могут быть пропорционально изменены в зависимости от параметров стола и марки циркулярки.

Заготавливается рейка длиной мм из указанного в начале статьи уголка. На направляющий упор для циркулярки концах уголка, в торцах, сверлятся по два отверстия под резьбу М5.
Маркировка дисков
На видео производится выбор проставок для вылета колёсных дисков:
Говоря о таком понятии, как разболтовка, сначала нужно упомянуть о маркировке. Как правило, она стандартна для всех подобных изделий — как для штампованных, так и литых изделий. Рассмотрим пример маркировки 5,5J×16H2 ET30 PCD: 5/112 d 66.6. Водитель-новичок вряд ли сможет разобраться в этих «иероглифах». Но каждый из этих символов имеет своё значение:
- 5,5 — ширина диска (дюймы);
- 16 — его диаметр (дюймы);
- 5/112 — параметр разболтовки;
- ET30 — показатель «вылета» или «выноса» (миллиметры).
Зная основные параметры маркировки, вы сможете сами измерить показатели собственных колёсных дисков.
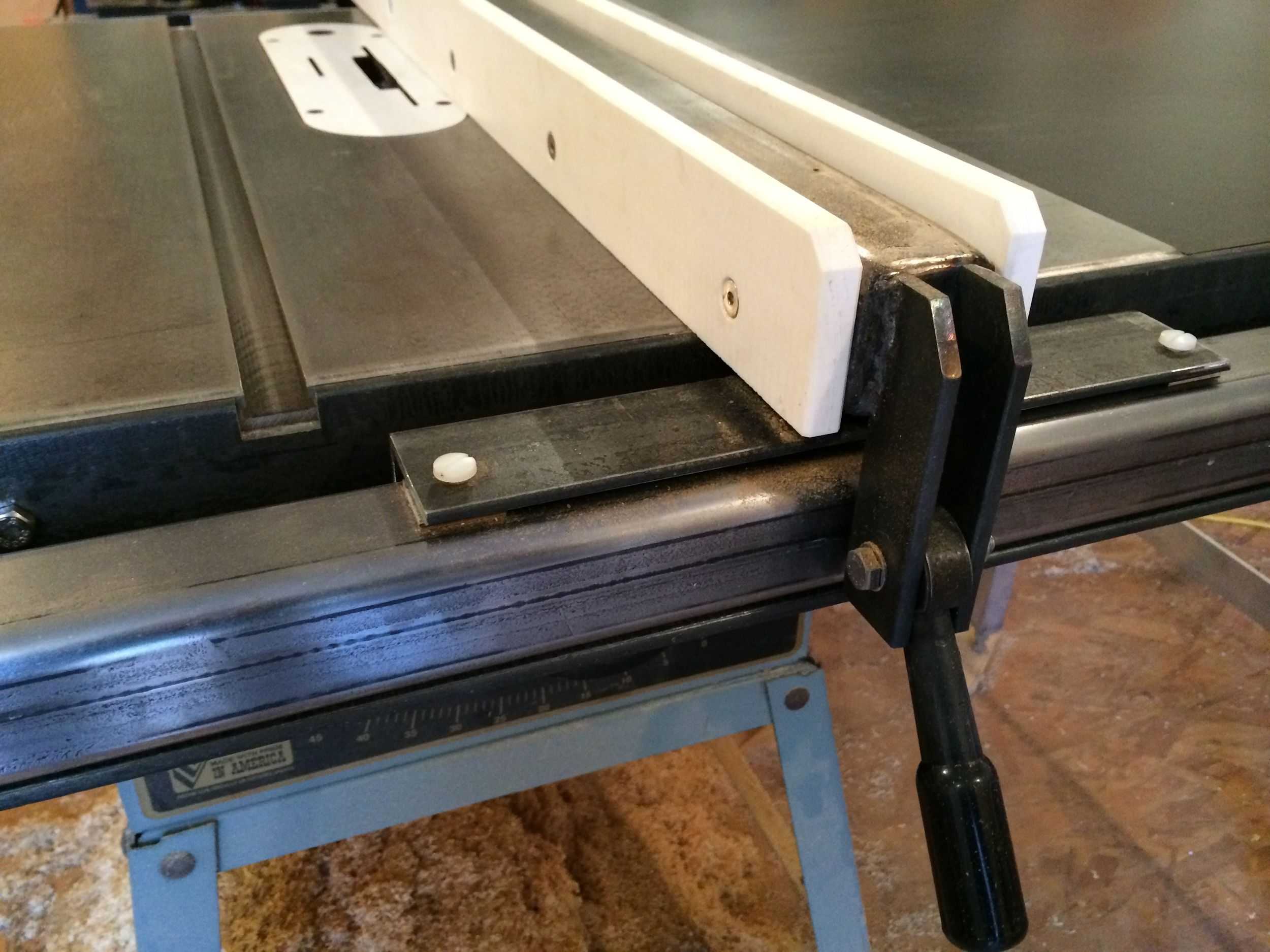
Порошковое и параллельное торможение:
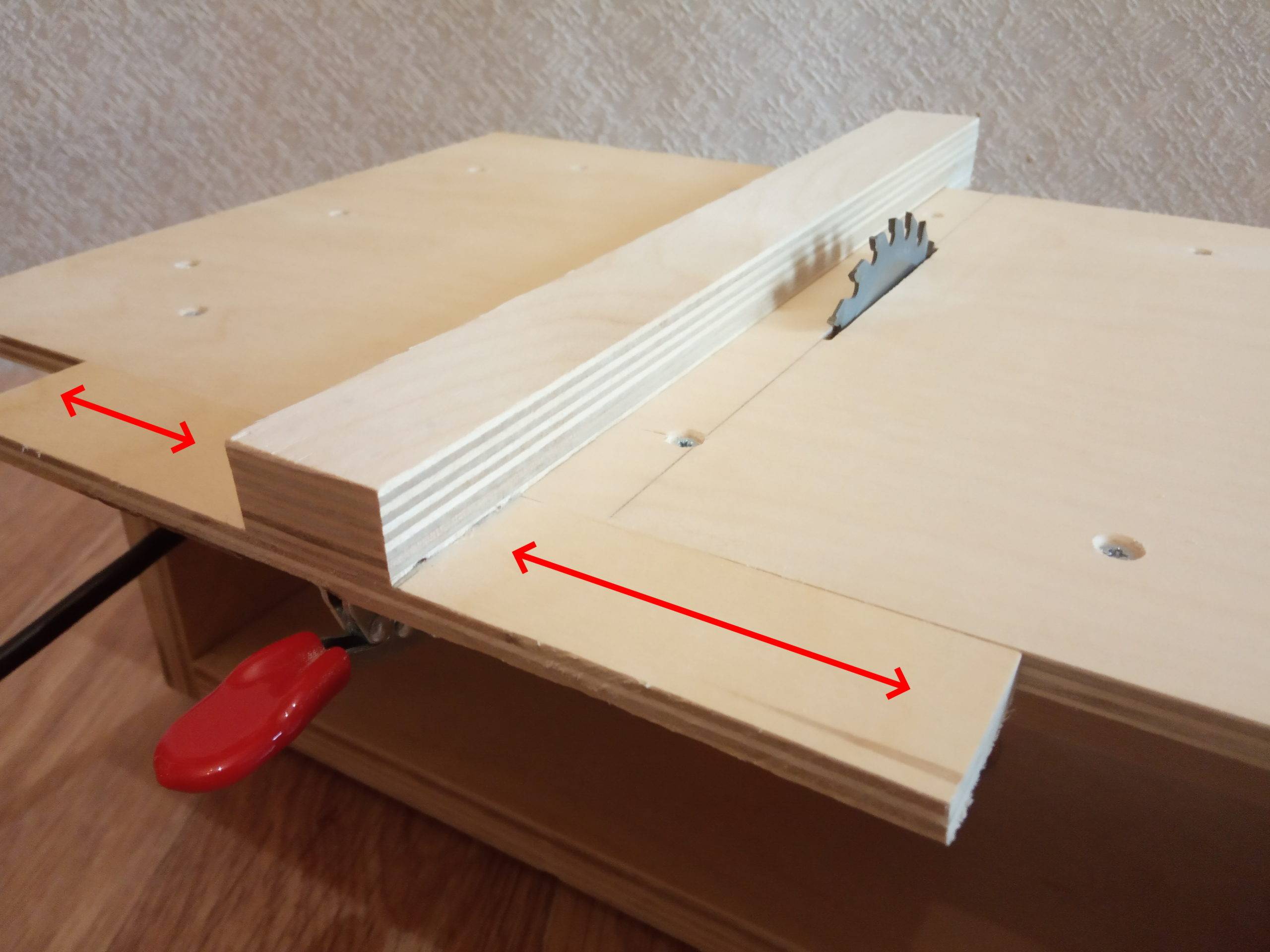
Шаг 1: Остановка.
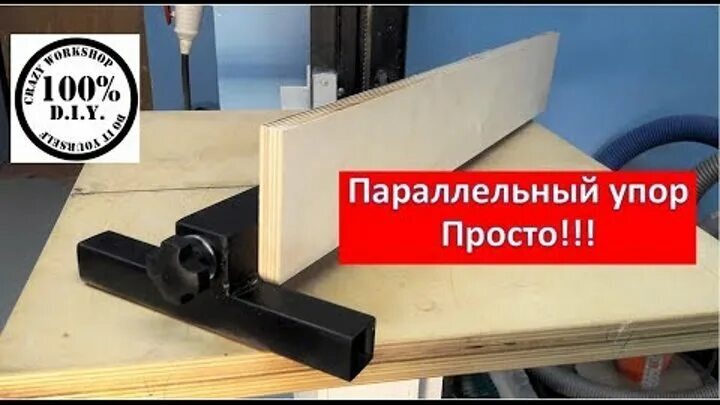
Вырежьте три полосы ламинированной ДСП длиной 1,1 м и шириной 8 см, а затем соберите их вместе, сделав U-образный профиль. По внутренним размерам профиля сделайте пять заготовок-вставок для жесткости и вставьте внутрь профиля, они создадут квадратную секцию, необходимую остановку. Плюс этот акцент и возможность использования его с обеих сторон пильного диска (фото слева).
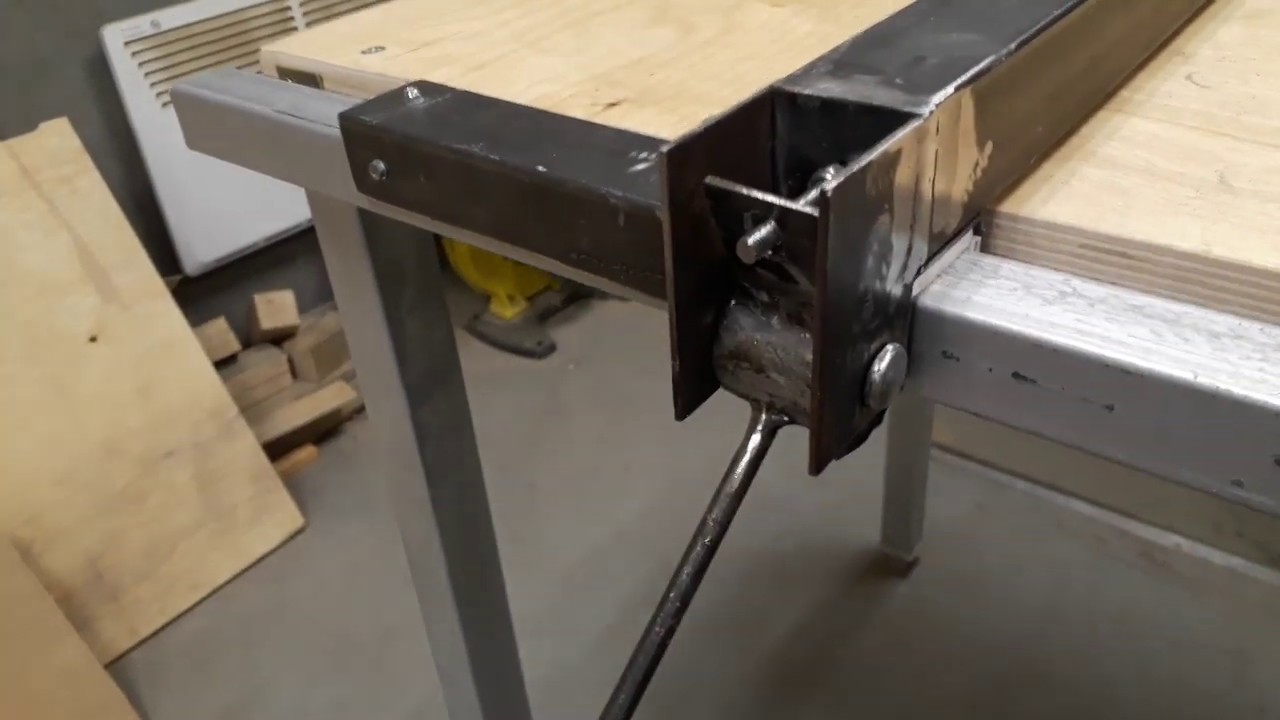
Шаг 2: Создание направляющего канала для остановки.
Читайте так же
Направляющий канал для упора выполнен из двух стоек, имеет форму U-образного профиля и крепится болтами к концу круглого стола, перпендикулярного пильному лезвию.
Кромочный упор
Это уже достаточно сложное приспособление, требующее времени и точности при изготовлении. Оно позволяет проводить распил параллельно кромке разрезаемого материала. Полезным будет перед началом работы сделать его чертеж, чтобы не промахнуться в размерах. Вообще-то такой упор есть в комплекте дисковой пилы, но его малая длина не всегда обеспечивает ровный пропил. Большой размер и желаемая прочность требуют изготовления основы упора из фанеры толщиной не менее 15 мм. Из нее же можно сделать и упорную планку.
Этапы изготовления упора:
- в основании делаются продольные пазы под шпонки;
- шпонки из твердого дерева крепятся на упорной планке;
- между продольными пазами делается еще один сквозной паз для закрепления упорной планки при работе;
- в основании вырезается отверстие под пильный диск циркулярки;
- по бокам основания ставятся ограничительные планки для установки циркулярки и предусматриваются зажимы для ее надежного закрепления.
При установке упора на обрабатываемый материал упорная планка перемещается в пазах основы на нужное расстояние и закрепляется через сквозную прорезь зажимным барашковым винтом. Для того чтобы не мучиться каждый раз с линейкой, можно закрепить ее (или кусок рулетки) на основе упора вдоль направляющих пазов.
Есть такие мелкие приспособления, которые даже инструментом зазорно считать. В то же время они отлично помогают при распиле. Это хитрости бывалых мастеров.
Установочные бруски
Простейшая деталь, облегчающая установку любого упора и направляющей по разметке, – брусок небольшого сечения. На нем нанесены пропилы, расстояние между которыми равно отрезку от конца подошвы пилы до пильного диска. Два таких бруска помогут установить любые направляющие быстро и точно на требуемом отступе от разметочной линии. Останется только закрепить направляющую.
Защита от вырывания материала
Защитой может стать любой брусок, по ширине соответствующий толщине разрезаемой заготовки. Если его закрепить на месте выхода пильного диска из обрабатываемого материала, то он сработает как ограничитель и послужит защитой от вырывания и сколов.
Этими приспособлениями не ограничивается набор полезных самоделок, которые облегчают работу с ручной дисковой пилой. Эти – самые простые в изготовлении. Другие требуют времени и навыков. Но умельцы даже такой прибор, как транспортир для циркулярки, делают своими руками. Было бы желание.
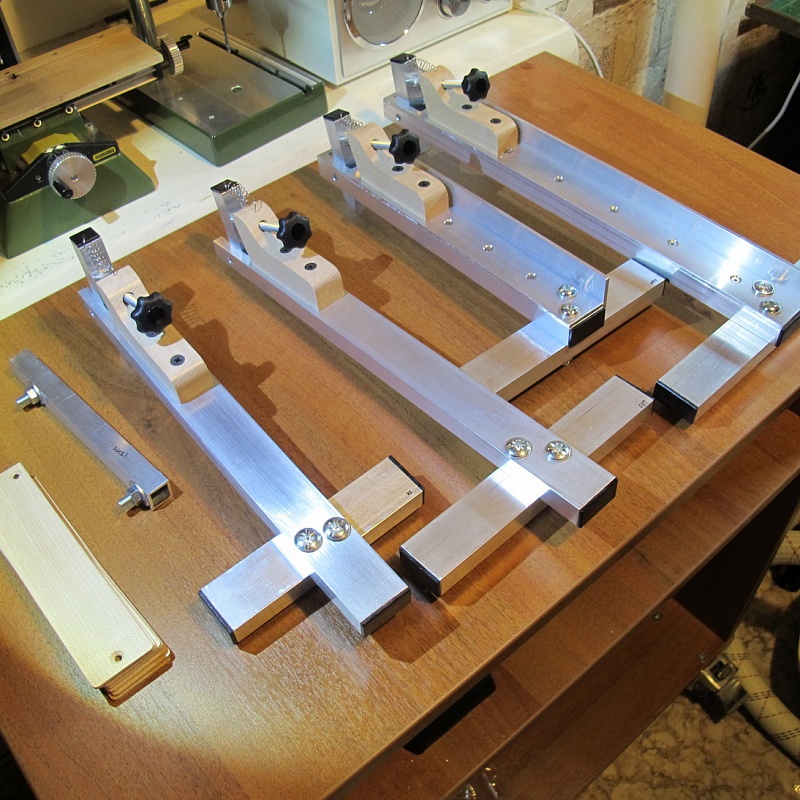
Параллельный упор для циркулярной пилы своими руками можно изготовить одним из вариантов по предложенным чертежам.
Что общего в самодельной направляющей
– это основа, передвигающаяся по плоскости стола относительно пильного диска, которая выполнена из стандартного алюминиевого проката (профиль прессованный прямоугольного неравнополочного уголкового сечения из алюминиевых и магниевых сплавов , номер профиля – 411158)
Размеры полок используемого уголка в сечении (мм):
Длина – 70, толщина – 6 ширина – 41, толщина – 10
ИСПОЛНЕНИЕ ПЕРВОЕ
Длина уголка составляет 450 (мм). В широкой полке уголка просверлим с обеих сторон по три сквозных отверстия диаметром восемь миллиметров, с одинаковым шагом между центрами. В крайние отверстия запрессуем по два штифта 8х18 .
Между штифтами, снизу стола, вставляется болт М8 таким образом, чтобы его резьбовая часть прошла в паз, а головка болта уперлась в нижнюю плоскость стола.
Сверху стола, болт М8, зажимается барашковой гайкой М8 или обычной.
Как работает параллельный упор для циркулярной пилы?
1.
Отпускаем обе гайки барашки.2.
3.
Зажимаем гайки барашки.







Движение уголка осуществляется по направлению пазов. Штифты являются направляющими упора и позволяют перемещать его относительно пильного диска без перекосов (параллельно).
ИСПОЛНЕНИЕ ВТОРОЕ
Длина уголка составляет 700 (мм). По краям уголка, в торцах, просверлим отверстия под резьбу М5 и нарежем ее. По чертежу, из металла изготовим две направляющих.
Прикрепим их к торцам уголка винтами с цилиндрической головкой под шестигранник (М5х25 ГОСТ 11738-84). В резьбу ввернем винты М5.
Как работает параллельный упор для циркулярной пилы предложенного варианта?
1.
Отпускаем винты барашки.2.
Двигаем уголок в нужном направлении относительно пильного диска.3.
Зажимаем винты барашки.
Движение уголка осуществляется по направлению торцевых поверхностей стола. Направляющие, закрепленные с торцов уголка, позволяют перемещать его относительно пильного диска без перекосов (параллельно).
На поверхности стола рисуем разметку (линейку) для визуальной фиксации положения самодельной направляющей.
В следующей статье, подробней остановимся на рабочем органе (пильный диск) и электрическом .