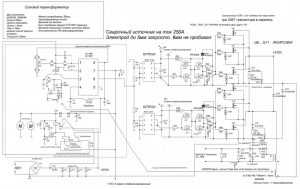
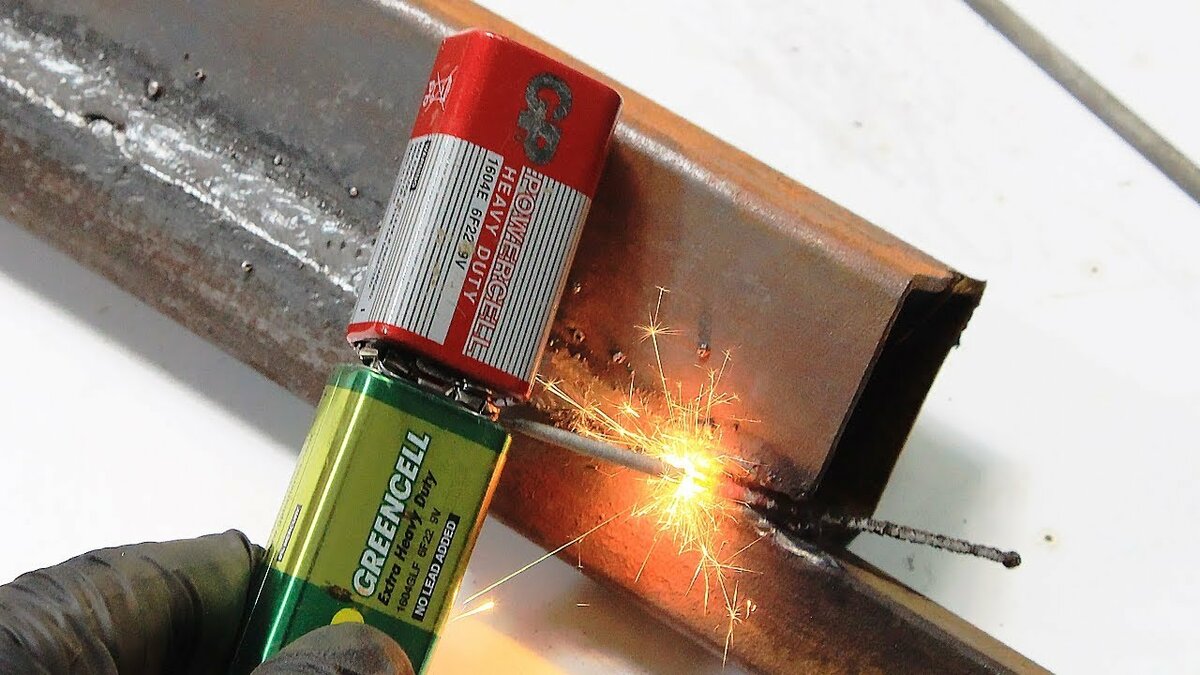
Получение Вольтовой дуги

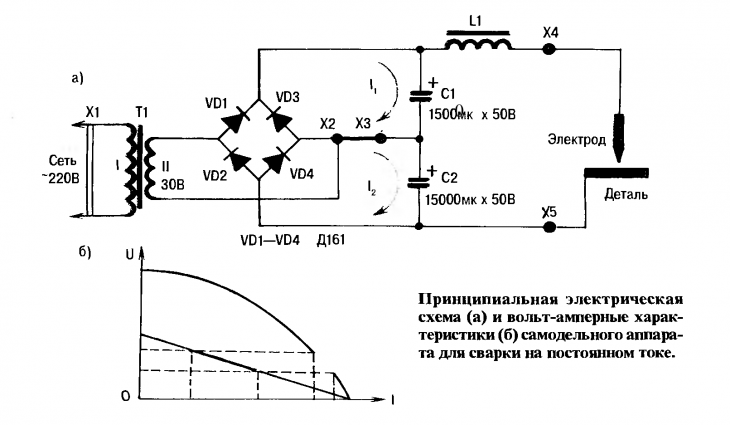
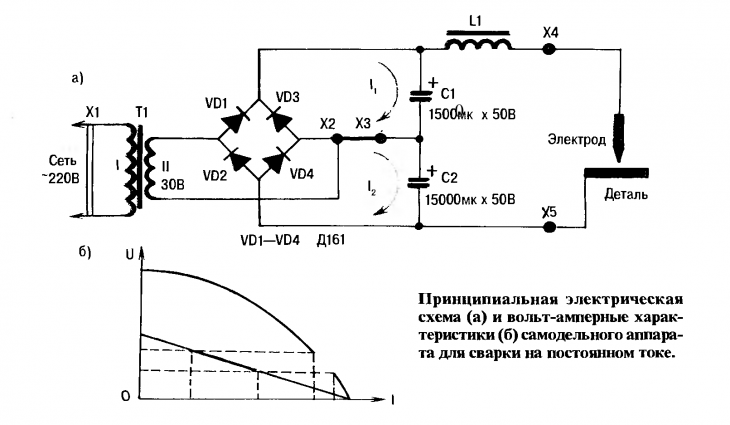
Для мелких сварочных работ подойдёт трансформатор на 200-300 Ватт или более с выходным напряжением 30-50 Вольт. Сварочный ток, при этом, будет ограничиваться мощностью трансформатора и может достигнуть 10-12 Ампер. Но, так как сам процесс горения дуги длится недолго, то это не может привести к перегреву трансформатора, даже при насыщенном магнитопроводе.
О том, как изменить выходное напряжение трансформатора, можно почитать здесь>>>

Можно так же воспользоваться лабораторным автотрансформатором — ЛАТР-ом на 9 Ампер и более. Но, делайте это, только если Вы осознаёте опасность отсутствия гальванической развязки с электросетью. Также, при использовании ЛАТР-а, желательно ограничить входной ток предохранителем (плавкой вставкой), чтобы не повредить графитовый ролик-токосъёмник ЛАТР-а, при случайном коротком замыкании в цепи электрода.
В качестве электродов можно использовать практически любые грифели от простых карандашей, хотя мягкие предпочтительнее. Наверняка у многих сохранились ненужные, в век всеобщей компьютеризации, простые карандаши.
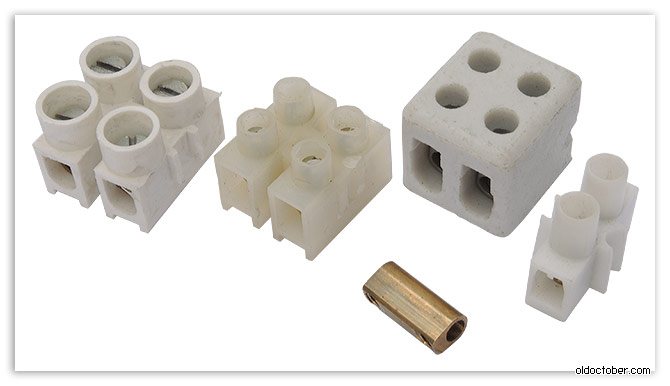
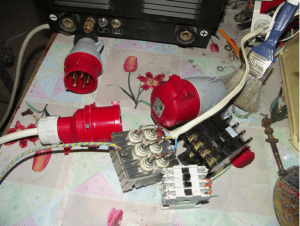
Держатель для грифеля можно изготовить из любых подручных средств. Очень удобно использовать металлическую часть электротехнических клеммников (клемм).

Вот держатель, собранный на основе вышеупомянутого клеммника. Одно резьбовое отверстие латунной части клеммы используется для крепления грифеля, а другое для крепления к ручке.
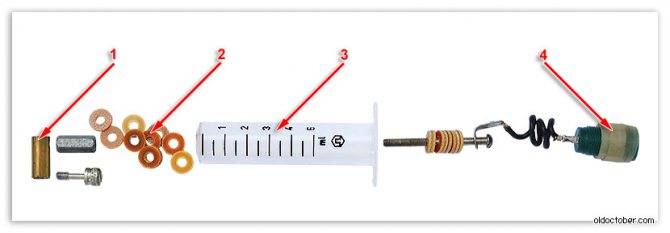
Стеклотекстолитовые шайбы поз.2 в большом количестве были использованы для того, чтобы клеммник поз.1, при нагреве, не расплавил корпус одноразового шприца поз.3. Просто не нашёл другой, более термостойкой детали для ручки держателя электрода. Для того чтобы держатель электрода можно было подключить к любому стандартному кабелю (концу), я использовал стандартное же приборное гнездо поз.4.
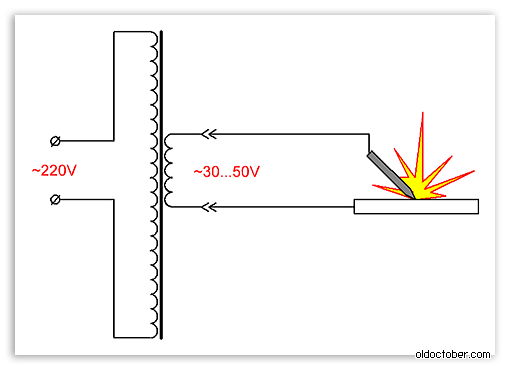
Держатель электрода подключается к одному выводу вторичной обмотки понижающего трансформатора, а свариваемая деталь или детали к другому выводу вторичной же обмотки.
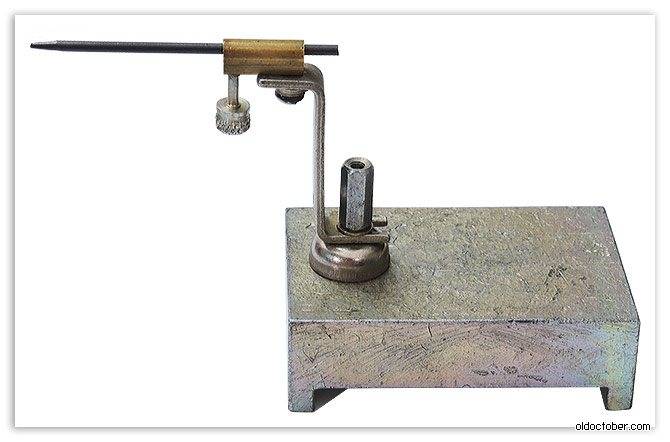
А это ещё один держатель электрода также собранный на основе электротехнической клеммы. Второй держатель пригодится, когда требуется сварить два металла с одинаковой температурой плавления. Также он может понадобиться, когда нужно раскалить какую-нибудь металлическую деталь, например, при закалке инструмента или изменении формы пружины.
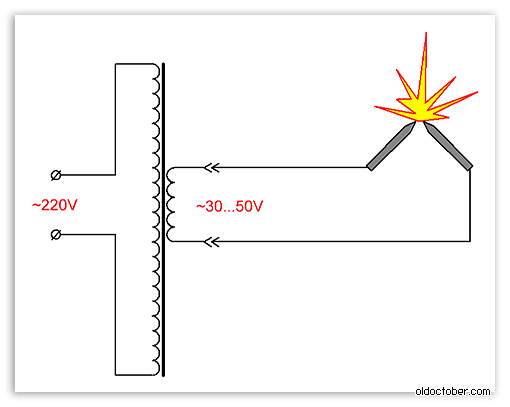
Схема подключения двух графитовых электродов к вторичной обмотке понижающего трансформатора.
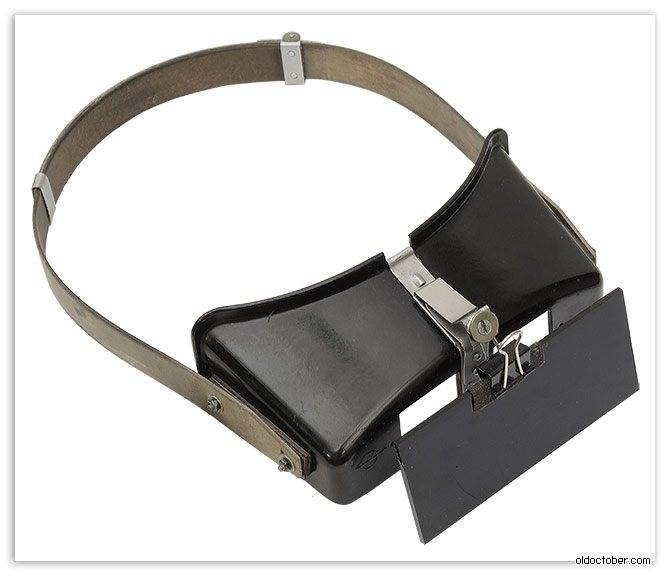
Чтобы яркий свет вольтовой дуги не стал причиной ожога роговицы глаз, нужно использовать защитный светофильтр. Этот же светофильтр защитит глаза от попадания искр. Я купил светофильтр в магазине «Всё для ремонта» всего за 0,5$. Вместо сварочного щитка использовал оправу бинокулярных очков, из которой удалил линзы. Фильтр закрепил с помощью канцелярского зажима, предварительно проложив кусочек хлопчатобумажной изоленты. Вероятно, такие очки найдутся в арсенале современного радиолюбителя, знакомого с SMD компонентами.
Не стоит использовать тёмные очки для наблюдения за Вольтовой дугой, тем более что плотность их светофильтров недостаточна. Намного безопаснее использовать предложенный щиток, который позволит защитить глаза простым наклоном головы.
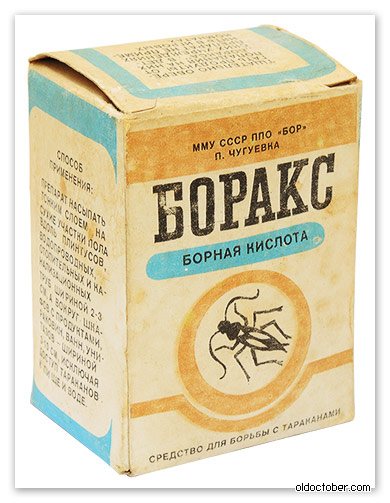
Для сварки меди со сталью или нихромом желательно использовать флюс. Изготовить его можно путём добавления небольшого количества воды в буру (тетраборат натрия) или в борную кислоту. Полученной кашицей можно смазывать места сварки.
Минералы для изготовления флюса можно приобрести в хозяйственном магазине или аптеке. Я как-то давно купил коробку борной кислоты, как средство по борьбе с насекомыми под названием «Боракс».
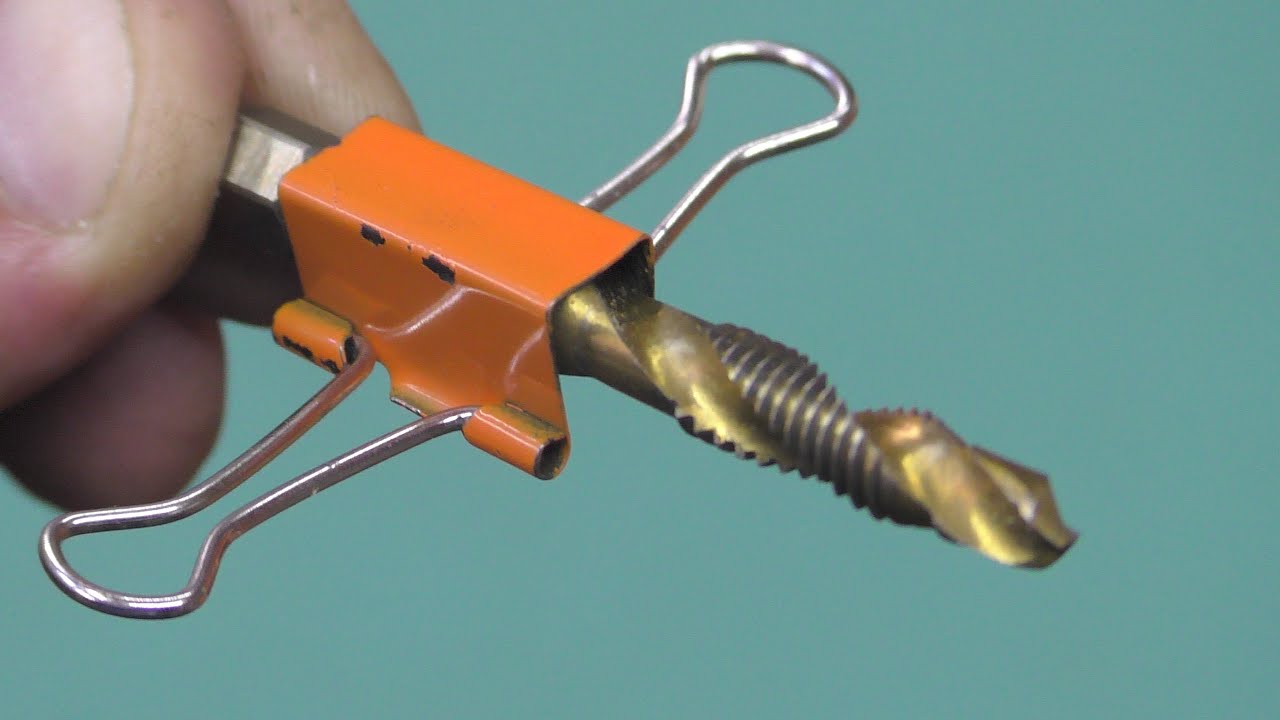
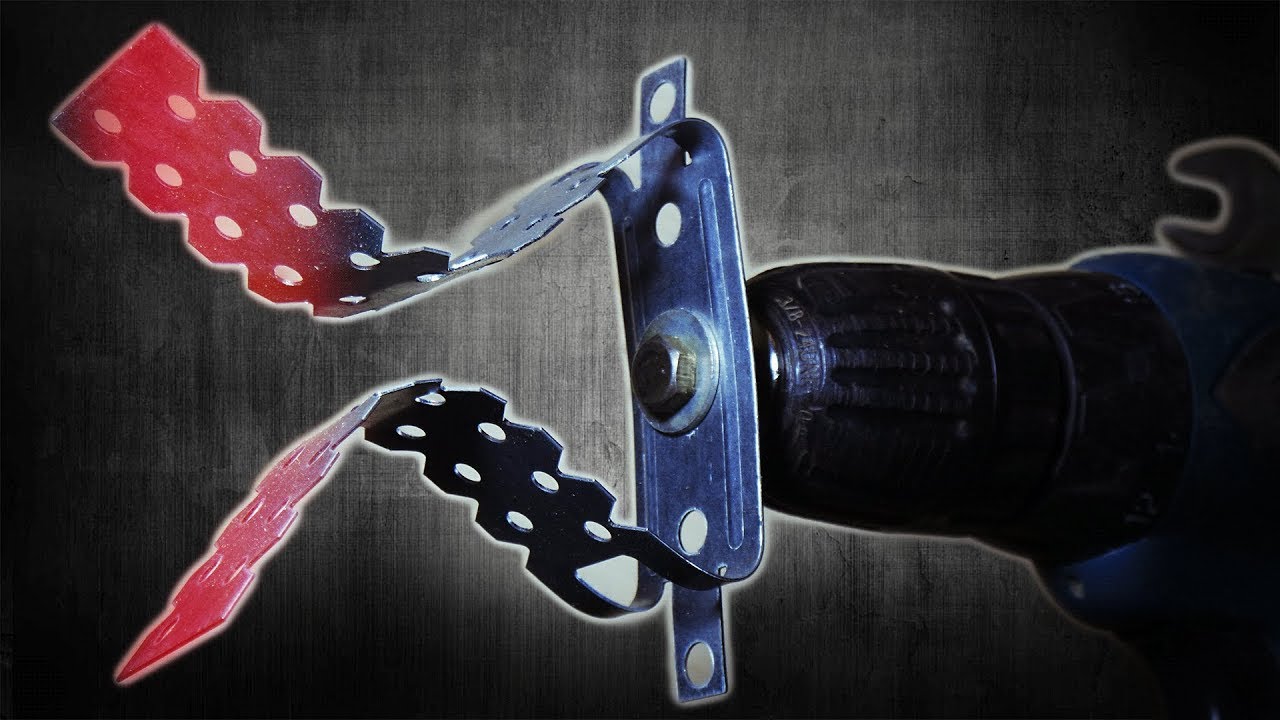
Рекомендации, как продлить жизнь зажиму типа «Крокодил»
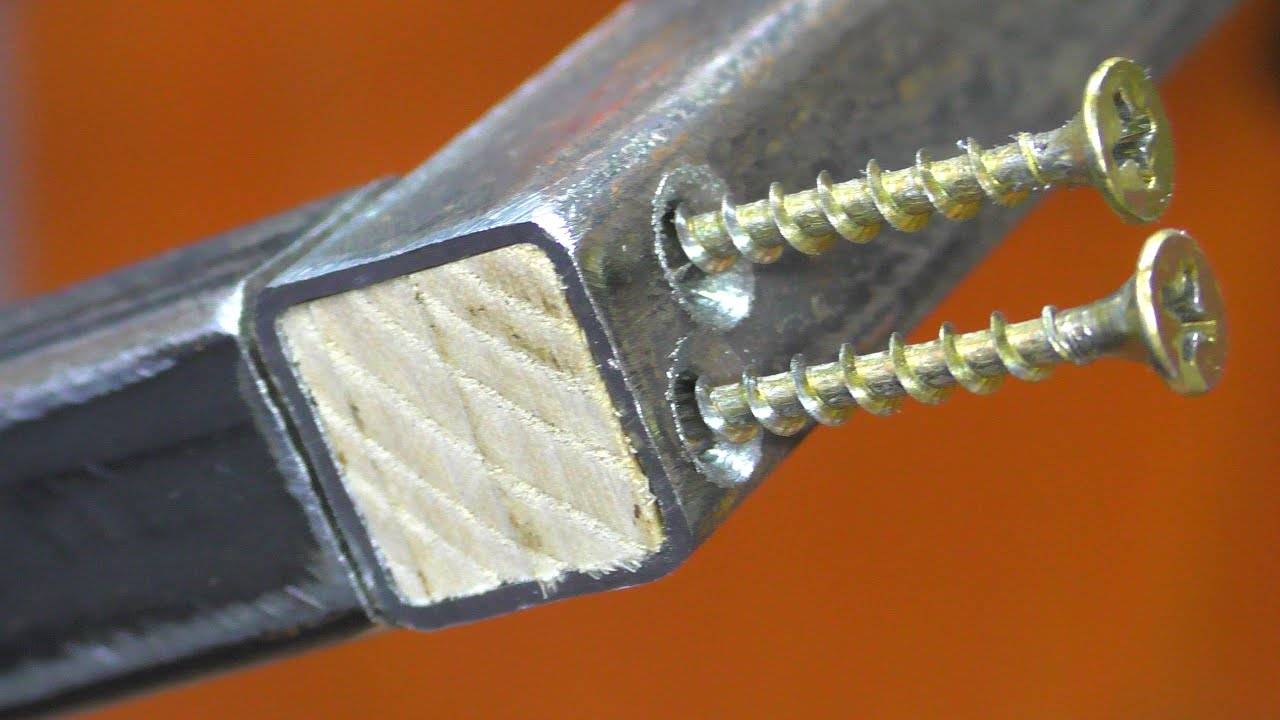
Главная конструктивная особенность такой сварочной массы – пружина, обеспечивающаяся быстрое закрепление на металле. Она же является «ахилесовой пятой» приспособления.
Понимание принципа работы массы типа «крокодил» позволяет продлить ей время жизни и не угробить после двух-трех работ по сварке. О чем идет речь. На любом зажиме есть полоса (омедненная или латунная), которая передает контакт от одной прижимной губки к другой. Если не следить за ее состоянием и неправильно подключать массу к металлу, она может испортиться. Часто возникающая неисправность: контакт, который подходит с помощью провода к одной прижимной губке, может проскочить через пружину к другой. Как следствие, пружина начинает греться, что приводит к потере ее твердости и пружинящих свойств (в металлургии этот процесс называется отпуском), направленных на надежное крепление зажима на поверхности металлического изделия. Из-за этого масса разрушается быстрыми темпами. Для поддержания работоспособного состояния, нужно следить за состоянием полосы: она не должна касаться металла при подсоединении. Фото наглядно демонстрируют, что имеется ввиду.
Приобретите «крокодил» для профессиональной работы. Какие положительные стороны он, как правило, имеет:
- правильна конструкция (полоса утоплена так, что ее невозможно коснуться)
- качественные материалы,
- более мощная пружина;
- больший обхват (иногда он просто не заменим).
Берите с запасом на 400 -500А.
Приспособления для крепежа
Некоторые приспособления для сварки предназначены не для расположения свариваемых элементов, а их надежной фиксации на момент проведения работ. Прижимы и зажимы для сварки получили широкое распространение, так как после образования сварочного шва соединяемые элементы должны находится в неподвижном состоянии. Наибольшее распространение получили:
- Стяжки используются для сближения двух одинаковых элементов. Особенности подобной конструкции зависят от многих моментов, к примеру, предназначения.
- Зажимы характеризуются удобством в применении. Изменить размер зева можно при помощи зажимного винта и штифта. При желании подобный механизм можно изготовить в домашней мастерской.
- Прижимы также получили широкое распространение. Они бывают пружинного, рычажного и клинового типа. Простейший прижим создается из обычной винтовой пары, которые изменяют положение параллельно расположенных пластин. В продаже встречаются гидравлические прижимы, которые применяются крайне редко. Это связано с их высокой стоимостью и малой практичностью в использовании. Если нужно обеспечить давление около 500 кг/см 2 и более они практически незаменимы. Более практичны в применении прижимы с магнитным прижимом, так как они просты и маневренны. Их конструктивные особенности позволяют быстро совместить кромки соединяемых деталей. Для оказания давления может применяться пневматика, представленная сжатым воздухом. За счет высокой упругости пневматика компенсирует деформацию свариваемых деталей.
- Распорки применяются для выравнивания кромок собираемых конструкций. Некоторые варианты исполнения распорок используются для решения проблем с дефектами.
- Струбцины считаются универсальным механизмом. Практически все мастера указывают на то, что без подобного инструмента практически не обойтись. В продаже встречаются варианты исполнения разной формы и размеров, за счет чего можно подобрать наиболее подходящий вариант исполнения под конкретные условия сварки. В последнее время наибольшей популярностью пользуется устройства, который позволяет быстро провести зажим заготовки.
Опытные мастера приобретают целый комплект различных крепежных элементов, но в большинстве случаев они изготавливаются на месте и подгоняются под определенные заготовки.
Короткие дощечки
Остругивание на станке небольших дощечек – занятие опасное. Если станок снабжён прижимным приспособлением, надо работать с ним, проталкивая заготовку тонкой дощечкой. Если его нет, то для предохранения рук лучше пользоваться бруском с выступом (рис. 1).
Чистовое отпиливание торцов досок можно проводить как показано на рис. 2. Между направляющей линейкой 1 и пильным диском установите металлический лист толщиной 1-2 мм и закрепите направляющую, плотно прижав её к листу. Выньте лист, дощечку 2 с плашкой 3, у которой прямой угол строго выверен, ведите с небольшой скоростью, прижимая их к направляющей.







Виды сварочного аппарата
Устройства этой техники различается на несколько типов. Каждый механизм имеет некоторые особенности, которые отображаются на выполненной работе.


Современные сварочные аппараты делятся на:
- модели постоянного тока;
- с переменным током
- трёхфазные
- инвекторные.

Модель с переменным током считается самым простым механизмом, который легко можно сделать самостоятельно.
Простой сварочный аппарат позволяет выполнять сложные работы с железом и тонкой сталью. Чтобы собрать подобную конструкцию, необходимо иметь определенный набор материалов.

К ним относятся:
- провод для обмотки;
- сердечник выполненный из трансформаторной стали. Он необходим для намотки сварочника.
Все эти детали можно приобрести в специализированных магазинах. Подробная консультация специалистов, помогает сделать правильный выбор.




Виды магнитных угольников
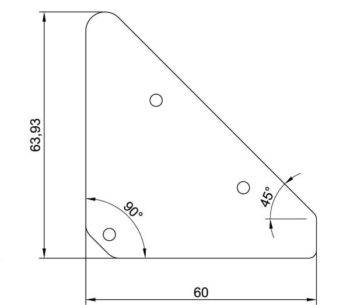
Сварочные магниты могут различаться как по форме, так и по принципу работы:
- Струбцина – это гибкий угольник с углами, которые можно регулировать. Отличное подспорье, помогающее произвести детали любой сложности.
- Простой сварочный угольник с фиксированными углами и постоянным магнитом.
- Отключаемые магниты для сварки – великолепное техническое решение для удобства работы: после проведенной сварки можно отключить их действие, держатели «отлипают» самостоятельно, что позволит снять фиксаторы без усилий и какой-либо деформации.
- Универсальные магнитные угольники для сварки с несколькими стандартными углами – еще одно прекрасное технологическое решение для выполнения разнообразных работ самой разной сложности.
- Угольники с разной мощностью действия. Понятно, что крепежа массивных заготовок нужны мощные по действию фиксаторы, равно как и для мелких работ, требующих ювелирной точности, они должны быть компактными и по размерам, и по мощности притяжения.
- Трехкоординатные и четырехгранные угольники с применением цилиндров и ферритных жаропрочных магнитов для работ в сложных температурных условиях и с заготовками разных габаритов и веса.
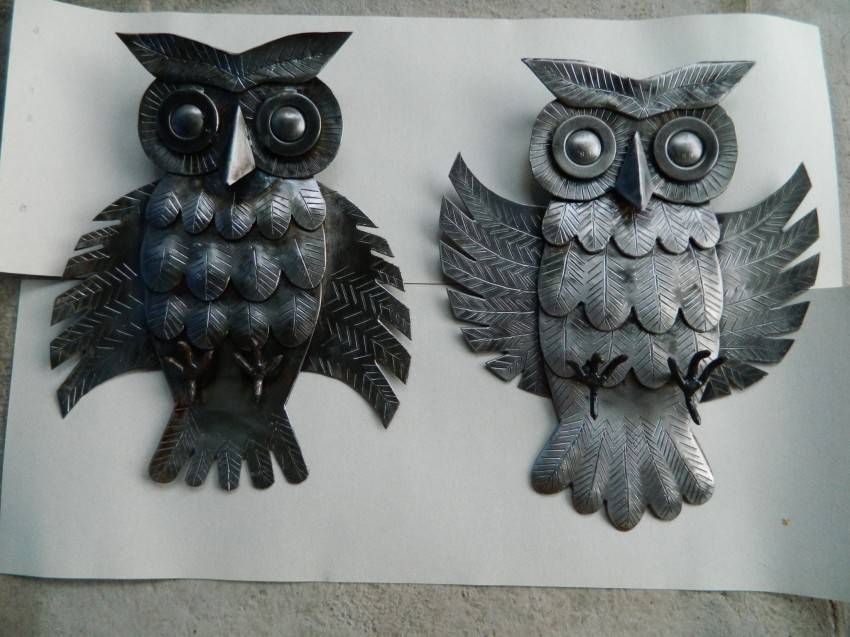
Металлическая поделка крыса своими руками
Поделки из металла для сада и дачи имеют отличный внешний вид. К примеру, можно сделать, следуя пошаговой инструкции металлическую крысу или другого зверя.

Поэтапный процесс создания поделки:
Взять пару кусочков металлической трубы (при размере крысы — 50 см). Один из них послужит головой: режем по диаметру равные части, и выходит заготовка.


На тонкий металлический лист шириной 2 мм наносим образцы ушей и лапок зверька, после вырезаем. Для правильной формы лапок, заготовки сворачиваются в виде воронки. Соединяем сварочным аппаратом лапы с туловищем и зачищаем швы. Аналогичным образом делается работа с ушами.

После выполняем кисти лапок из прутиков. На верхние и нижние лапки подойдут прутья меньшего размера. Привариваем их и зачищаем.

Для выделки хвоста понадобится прут длиной 14 мм. Присоединяется он к туловищу крысы путем приваривания.

Теперь займемся мордой. Изначально делается два проема в голове для глазниц. По размеру они идут поменьше шариков от подшипников.
Далее помещаем шарики в эти отверстия и фиксируем их электросваркой. Тоже делается с носом, на его место помещается последний шарик. Выполняем отверстия под проволочные усы.

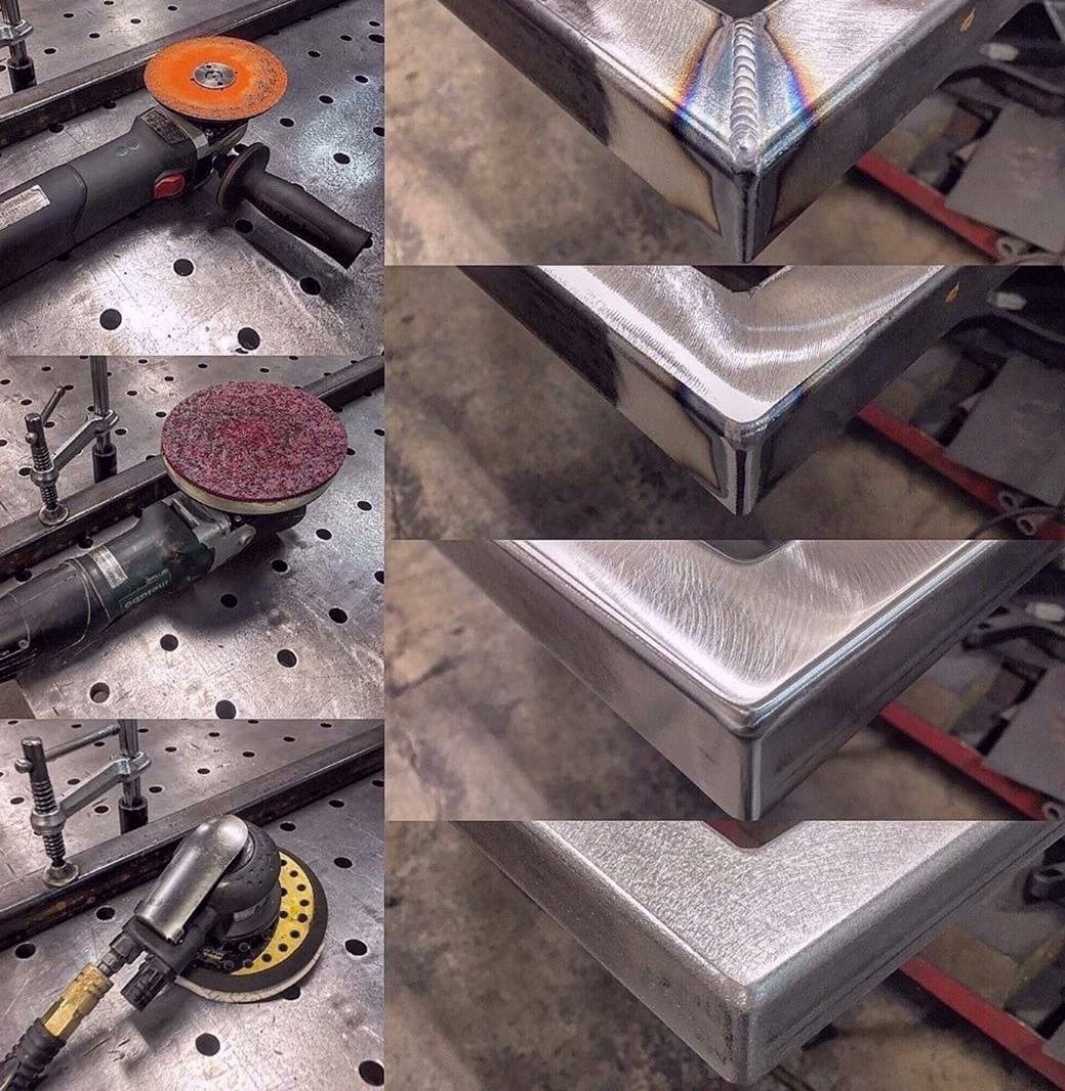
Аккуратно делаем зачистку всего зверька болгаркой. По длине крысы делаем сварочные строчки, располагающиеся рядом. Это напомнит элементы шерсти.

В завершение всего на крысу наносится лак без цвета для получения наилучшего эффекта. На фото поделки из металла зверек покрыт бесцветным лаком, имеющим блестящий эффект. Теперь поделка готова, ее можно подарить своим близким, либо разместить на собственной даче.
Техника безопасности при проведении сварочных работ
Производить сварочные работы следует с учетом техники безопасности, так как это достаточно опасный вид деятельности, причем как сама сварка, так и ряд подготовительных работ, к которым относится резка, фрезеровка, закрепление заготовок и так далее. Опасность представляют следующие моменты:
- удар электрическим током;
- поражение органов зрения ультрафиолетовым излучением, которое довольно интенсивно исходит от зажженной дуги;
- возможное попадание в глаза окалины, искр и других посторонних предметов;
- проникновение в легкие ядовитых паров;
- если имеются открытые участки тела, то они могут получить ожоги от расплавленного металла или от искр;
- при применении баллонной сварки следует защитить себя от возможного взрыва баллона.
Лучше всего защищать глаза от излучения при помощи специальной маски либо защитных очков. В продаже есть относительно дешевые маски с затемненным стеклом, через которое очень хорошо видно дугу, но при этом данное стекло будет хорошо поглощать в себя ультрафиолетовое излучение, не допуская тем самым поражения органов зрения.






Гораздо удобнее использовать маску типа «хамелеон», так как она будет становиться темной сразу после того, как будет зажжена дуга. Этого удается добиться за счет наличия в ней специальной автоматики и датчиков, которые моментально реагируют на возникновение сильного источника ультрафиолетового излучения
Получение Вольтовой дуги
Рекомендации как правильно сварить металл
Техника безопасности
До того как заняться творческой деятельностью, нужно ознакомиться с советами по технике безопасности. Разумеется, если работать только молотком, то это будет излишним, но когда делаются изделия из листов металла, существует вероятность сильно пораниться.
Если говорить о сварочных работах, то в этих процедурах облачение должно стать более усиленным. К специальным перчаткам следует надеть ещё защищающую маску со щитком и ко всему защитный костюм.
При действиях по работе с изделием понадобится чаще проветривать комнату
Это особенно важно делать, когда наносятся лаки или краски
Сварка неплавящимся электродом
Аппарат для соединения металлических проводов, скруток или же изготовления термопар достаточно часто изготавливается самостоятельно своими руками. Но следует учитывать, что цена готового изделия, купленного в магазине, может быть ниже, чем итоговая сумма всех компонентов, если их покупать. Однако, как правило, части можно найти и на разборках, а, быть может, их возможно получить, разобрав старое оборудование.
Для изготовления устройства понадобится один трансформатор на 20-50 В, соединительные провода четыре штуки (два для подсоединения, для подведения электрода и выхода в сеть). Электродом может служить графит, который можно легко получить, достав стержень из карандаша. На роль держателя подойдет все, что вы сможете для этого приспособить.
Сборка подобных аппаратов происходит по стандартной схеме, которую можно без труда найти во множестве источников и по большому счету заключается в правильном подключении проводов и упаковывании всего этого в корпус.
Сварочный трансформатор
Ручную дуговую сварку обеспечит сварочный трансформатор. При работе с ним применяется электрический ток переменного значения. Ручная сварка для начинающих будет представлять некоторую трудность, обусловленную скачками дуги. Управлять этими скачками можно, но все-таки для этого потребуется хотя бы небольшой опыт.
Помимо этого возникающие скачки напряжения могут привести к тому, что из строя выйдет бытовая техника. Неприятен сильный шум при работе сварочного трансформатора. Большой размер приведет к тому, что понадобится много места для его хранения, а значительный вес вызовет трудности при необходимости перемещения в другое место.
Однако, если в хозяйстве уже имеется этот сварочный агрегат, то пренебрегать этим не стоит и освоить именно на нем все необходимые азы сварки.
Сварка металла для начинающих на трансформаторе должна проходить согласно следующим этапам:
- Выбрать достаточно толстый кусок металла.
- Взять один электрод и зажечь дугу. Больше подойдет метод чирканьем. После появления искры отвести электрод назад на два-три миллиметра от поверхности элемента.
- Круговыми вращательными движениями электрода добиться появления сварочной ванны.
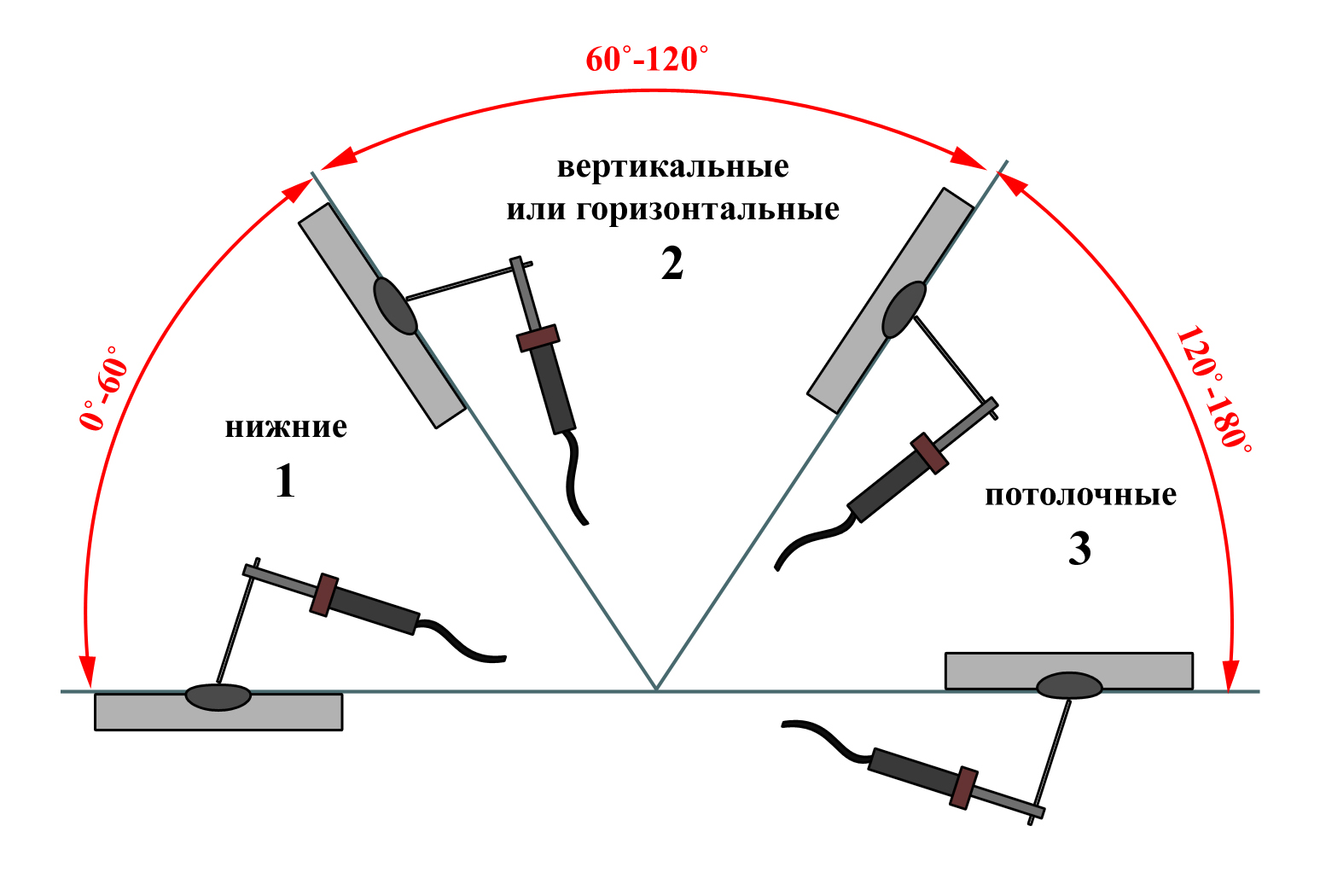
- Держа электрод под углом 45°, начинать движение его движение по ровной линии, символизирующей шов.
Можно считать, что руку уже немного набили и приступать к соединению двух металлических элементов. Сварка металла для чайников начинается с подготовительных операций. С помощью болгарки убрать с деталей имеющуюся на них грязь и заусенцы. Обезжирить торцы, подлежащие сварке. Делать это надо не только непосредственно на самих торцах, но и на расположенной рядышком поверхности.
Выполнением прихваток можно обеспечить надежную фиксацию свариваемых элементов друг относительно друга. Между деталями допустимо оставлять небольшой зазор. Поскольку шов предполагается делать небольшим, то будет достаточно двух прихваток – в начале шва и в его конце.
Во время выполнения шва необходимо следить за тем, чтобы сохранялся небольшой зазор между электродом и деталями. Также надо выдерживать выбранный угол наклона.
Если тренировка дошла до того, что сваривается вертикальный шов, то делать это надо с регулярным отрывом электрода. Шов будет осуществляться точечно сверху вниз.
Полученный шов следует оценить визуально и сделать соответствующие выводы о возможных совершенных ошибках. К основным из них относятся:
- несоответствующая ширина шва;
- неправильная форма;
- трещины на поверхности;
- участки, оставшиеся непроваренными;
- наличие посторонних инородных частиц.
К наиболее распространенным просчетам также относится неподходящая длина дуги. Эту оплошность новички делают часто. Короткая дуга даст грубый неравномерный шов с большим содержанием шлака. При длинной дуге шов получится неравномерным, а количество раскаленных брызг большим. Нестабильность горения дуги может привести к непроварам.
Неправильно выбранная слишком большая скорость даст неравномерность и большое содержание шлака. При медленном перемещении шов становится неуклюжим. Чересчур маленький ток приведет к неполному сплавлению деталей.
Губительным является недостаточно хорошее проведение подготовительных операций, в частности некачественная очистка поверхностей. Остатки грязи, пятен краски и жира приведут к неполному сплавлению, пробелов в шве и неравномерным участкам. В дальнейшем при эксплуатации возможны деформации.
Свое негативное воздействие окажет неправильно выбранный угол при ведении электродом. Сильный наклон даст неравномерность шва, а при положении, ближе к перпендикулярному, валик получится слишком высоким и с повышенным содержанием шлака. Многие погрешности можно отнести не к недочетам начинающего сварщика, а к неисправному оборудованию.
Такую тренировку на ненужных кусочках металла следует повторить несколько раз до получения удовлетворительного результата.
Нужно ли все это
Еще десять лет назад инверторы были практически недоступны широким массам и все сварочные работы проводили с помощью габаритных трансформаторов, чаще всего именно самодельных. Их функции позволяют варить различные конструкции с использованием стальных деталей. А многие опытные сварщики варят такими приборами цветные металлы или чугун. Тем более сегодня намного улучшилась ситуация с электродами, которые можно подобрать практически для любого материала.
Однако трансформаторы без выпрямителя работают только на переменном токе и это затрудняет работу с нержавеющей сталью или, к примеру, алюминием. Использование дополнительно выпрямителей увеличивает габариты оборудования и стесняет подвижность. И если для мастерской это не проблема, то уже высотные работы затрудняются. Но главная проблема трансформаторной сварки самодельного изготовления — это точность настройки режимов. Инверторы заводского производства в этом случае намного выигрывают.






Различные конструкции точечных сварок тоже намного упрощают работу с тонкостенными металлами и изделиями, которые можно быстро починить. Но создание действительно мощного аппарата потребует большего количества комплектующих, а они не всегда доступны (попробуйте сейчас поискать два одинаковых трансформатора от микроволновки).
Сборка инвертора в домашней мастерской будет целесообразной в том случае, если у Вас есть почти все необходимые элементы: трансформаторы, выпрямители, транзисторы и прочие. В противном случае зачем заморачиваться поисками и сборкой прибора с сомнительной мощностью и настройкой, если он сегодня стоит от 50-100 долларов? И для небольших объемов работ такого аппарата будет более чем достаточно?
Что Вы можете добавить к этому материалу? Поделитесь своим опытом по сборке самодельного сварочного оборудования, особенно схемами сборки. Как Вы считаете: насколько эффективно применение таких приборов в домашнем хозяйстве? Оставьте свои комментарии в блоке обсуждений к этой статье.
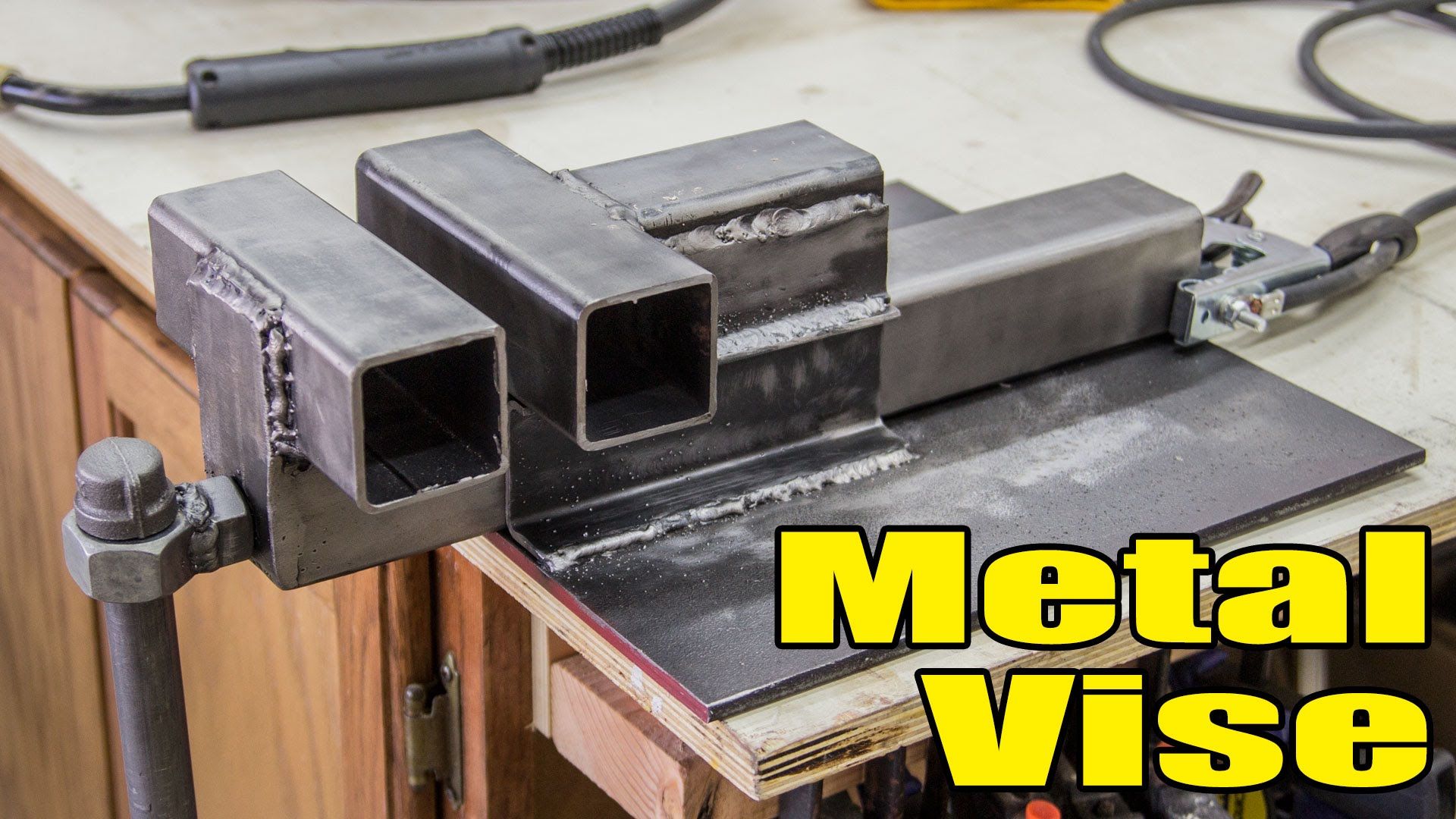
Как изготовить струбцины?
Струбцина является закрепляющим устройством при сварке различных изделий.
Струбцина – закрепляющее приспособление. Ее нельзя однозначно отнести только к сварочным принадлежностям, потому как используется:
- плотниками;
- слесарями;
- токарями;
- сварщиками.
Для разных целей необходима разная прочность этого изделия. Для сварки труб и других металлических вещей необходимы достаточно крепкие струбцины. Те, которые можно купить в магазине очень часто не выдерживают больших нагрузок, ломаются в самый неподходящий момент. Поэтому стоит попытаться рассмотреть устройства, выполненные вручную.
Изготовить такое приспособление своими руками несложно, для этого потребуется:
- лист стали толщиной 10 мм;
- три гайки;
- несколько шайб большого диаметра;
- труба с резьбой снаружи по размеру гаек.
Для непосредственного изготовления необходимо:
Схема струбцин: 1 – корпус; 2 – кругляк; 3 – шайба стальная; 4 – зажимной винт из стального стержня.
- Вырезать полоску из стального листа длиной в 50 см и шириной в 4 см.
- Вырезать две полоски и некоторые дополнительные мелкие детали:
- для статичного удерживания внизу 25 см;
- передвижная планка 10 см;
- два прямоугольника по 5 см, для крепления передвижной части (с);
- небольшую деталь (d), которая будет обеспечивать опору на статичной части струбцины.
- Приварить к основной части струбцины вспомогательную, образуя между ними букву «Г».
- На короткий край плашмя приварить деталь (d).
- Сварить три гайки вместе.
- Шайбы вместе.
- Расположить гайки ребром по отношению к передвижной части.
- Приварить, чтобы вкручиваемый стержень проходил параллельно основанию струбцины.
- Стержень можно использовать от магазинной струбцины.
- По необходимости приделать к нему ручку из дерева, закрепив сверху гайкой.
- Выполнить сваривание по внешнему краю частей (с).
- Вставить между ними полоску струбцины.
- Выполнить сварку по внутреннему краю частей (с), присоединив к ним передвижную планку.
- На край металлического стержня плашмя приварить шайбы большого диаметра.
В сварке такое приспособление позволяет удерживать конструкцию из труб в неподвижном положении. Можно не волноваться, что от первого же импульса сварки, трубы развалятся и работу придется начинать заново.
Подготовка кромок
Сварка металла своими руками начинается с грамотной подготовки кромок соединяемых изделий. Невозможно надежно соединить две детали, просто приложив одну из них к другой и подвергнув свариванию. О надежности соединения в этом случае речь идти не может. Форму кромкам придают после их предварительного очищения.
По своей конфигурации разделанные кромки станут похожими на различные буквы, поэтому начинающий сварщик без труда их запомнит. После разделки кромок приступают к надежной фиксации подлежащих сварке компонентов друг относительно друга. Наилучшим способом фиксации является выполнение прихваток. Если детали имеют небольшой размер, то их можно вставить в струбцину и зафиксировать прижимными планками.